Сварочная ванна — это не просто технический термин, а ключ к пониманию всего процесса сварки. Освоив её особенности, вы сможете не только улучшить свои навыки, но и создавать более прочные и надежные соединения, будь то ремонт автомобиля в гараже или участие в масштабных промышленных проектах. Эта статья поможет вам разобраться в тонкостях работы с ванной и вдохновит на новые достижения в мире сварки.
- Что такое сварочная ванна и почему она важна
- Как образуется сварочная ванна при разных методах сварки
- Процессы внутри сварочной ванны
- Размеры и форма сварочной ванны: что на них влияет
- Методы защиты сварочной ванны
- Температура сварочной ванны: ключевой фактор
- Кристаллизация и создание сварного шва
- Типичные проблемы сварочной ванны и как их избежать
- Заключение
- FAQ: Ответы на частые вопросы
Что такое сварочная ванна и почему она важна
Сварочная ванна — это зона расплавленного металла, которая возникает в процессе сварки под воздействием мощного источника тепла, такого как электрическая дуга, плазма или лазер. Она формируется из основного металла заготовки и, при необходимости, присадочного материала, который добавляют для усиления шва или улучшения его свойств. Эта небольшая «лужица» жидкого металла является сердцем сварочного процесса, ведь именно здесь происходит соединение деталей в прочную конструкцию, способную выдерживать значительные механические нагрузки и агрессивные внешние воздействия. В зависимости от метода сварки, сварочная ванна может иметь разные размеры, форму и температуру, но её роль всегда одна — обеспечить качественное сплавление металлов, создавая надежное соединение, от которого зависит безопасность и долговечность всей конструкции. Без правильного управления этим процессом невозможно достичь желаемого результата, будь то создание бытового изделия или сложной инженерной системы.
Интересный факт: Температура в сварочной ванне может достигать 6000°C в зоне дуги, в то время как сам металл плавится при гораздо более низких значениях — например, сталь начинает плавиться около 1500°C, а алюминий — при 660°C. Это колоссальное различие показывает, насколько интенсивен и локализован процесс сварки, и как важно точно контролировать тепловложение, чтобы избежать перегрева или недостаточного расплавления. Опытные сварщики даже по цвету и движению ванны могут определить, правильно ли идет процесс, и внести корректировки в реальном времени.
Почему сварочная ванна так важна? От её стабильности, размеров и поведения зависит качество сварного шва, а значит, и всей конструкции. Опытные сварщики умеют «читать» ванну по её внешнему виду, движению и даже звуку, регулируя процесс в реальном времени, чтобы избежать дефектов, таких как поры, трещины или непровары. Неправильное управление сварочной ванной может привести к серьезным проблемам: от пористости и трещин в шве до хрупкости соединения, что особенно критично в ответственных конструкциях, таких как мосты, трубопроводы или корпуса судов. Например, при строительстве знаменитого моста Золотые Ворота в Сан-Франциско сварочные работы проводились с особым вниманием к контролю сварочной ванны, чтобы обеспечить долговечность и безопасность конструкции, способной противостоять ветрам, землетрясениям и коррозии. Еще один пример — сварка в судостроении: здесь дефекты в шве, вызванные нестабильной ванной, могут привести к утечкам или разрушению корпуса под воздействием соленой воды и постоянных нагрузок, что делает контроль ванны вопросом жизни и смерти.
Пример из жизни: В судостроении сварка является основным методом соединения металлических листов, из которых собираются корпуса кораблей. Неправильное формирование сварочной ванны может привести к дефектам, которые в морских условиях, под воздействием соленой воды, перепадов температур и постоянных нагрузок, могут стать причиной катастрофических поломок. Например, во время Второй мировой войны некоторые суда типа «Либерти» страдали от трещин в сварных швах из-за недостаточного контроля температуры и состава ванны, что приводило к их разрушению в холодных водах Атлантики. Именно поэтому сварщики на верфях проходят строгую подготовку и сертификацию, чтобы гарантировать качество каждого шва.
Как образуется сварочная ванна при разных методах сварки
Сварочная ванна появляется благодаря теплу, но её формирование зависит от выбранного метода сварки. Каждый метод имеет свои особенности, которые влияют на размер, форму и поведение ванны, а также на итоговые свойства сварного шва. Понимание этих различий позволяет сварщику выбрать подходящую технологию для конкретной задачи и материала, будь то сталь, алюминий или экзотические сплавы. Давайте разберем основные методы сварки и то, как они формируют ванну, добавив примеры из реальной практики и типичные области применения.
Ручная дуговая сварка (РДС): Это один из самых распространенных и универсальных методов, который часто называют «сваркой покрытым электродом». Электрическая дуга между покрытым электродом и металлом расплавляет материал, образуя ванну. Покрытие электрода при нагреве выделяет газы и образует шлак, который защищает расплав от окисления и загрязнения, а также помогает формировать аккуратный шов. РДС особенно ценится за свою простоту и мобильность, что делает её незаменимой в полевых условиях, например, при ремонте сельскохозяйственной техники на фермах, где нет доступа к сложному оборудованию, или при возведении металлоконструкций на строительных площадках, где требуется быстро соединить элементы каркаса. Однако этот метод требует от сварщика опыта, чтобы поддерживать стабильную дугу и контролировать размер ванны, особенно при работе с тонкими листами.
Полуавтоматическая сварка (MIG/MAG): В этом методе используется проволока, которая подается автоматически через сварочную горелку и плавится в дуге, создавая ванну. Защитный газ (аргон, CO2 или их смеси) окутывает ванну, предотвращая контакт с воздухом и обеспечивая чистоту шва. MIG/MAG идеально подходит для сварки в цехах, где важны скорость и производительность, например, при массовом производстве автомобилей, где сварочные роботы соединяют кузовные детали за считанные секунды, или при изготовлении металлической мебели, требующей аккуратных и эстетичных швов. Благодаря автоматизации подачи проволоки этот метод позволяет поддерживать стабильную ванну даже при длительной работе, что особенно полезно для длинных швов на больших конструкциях.
TIG-сварка: Неплавящийся вольфрамовый электрод создает дугу, а присадочный пруток добавляют вручную для формирования ванны. Инертный газ, обычно аргон, защищает ванну, что делает метод идеальным для тонких и точных работ. TIG часто используют в авиации для сварки тонких листов алюминия или титана, например, при сборке фюзеляжей самолетов, где требуется исключительная точность и отсутствие дефектов. Также этот метод популярен в пищевой промышленности для сварки трубопроводов из нержавеющей стали, где чистота шва критически важна для предотвращения загрязнений. TIG-сварка требует высокой квалификации сварщика, так как управление ванной происходит вручную, но результат оправдывает усилия благодаря высочайшему качеству соединения.
Сварка под флюсом: Дуга горит под слоем гранулированного флюса, который плавится, образуя шлак и защищая ванну от внешней среды. Этот метод используется для сварки толстых заготовок, где требуется глубокое проплавление и высокая производительность. Например, его применяют при строительстве мостов, где сваривают массивные балки, или при производстве тяжелой техники, такой как экскаваторы и бульдозеры, где швы должны выдерживать экстремальные нагрузки. Сварка под флюсом автоматизирована и часто проводится с помощью специальных тракторов, что позволяет создавать длинные и равномерные швы, а слой флюса дополнительно контролирует охлаждение ванны, улучшая свойства металла.
 Электрическая дуга между покрытым электродом и металлом расплавляет материал, образуя ванну
Электрическая дуга между покрытым электродом и металлом расплавляет материал, образуя ванну
Каждый метод формирует ванну по-своему, влияя на её размер, глубину и свойства шва, что делает выбор технологии ключевым моментом в сварке. Например, для сварки алюминия часто выбирают TIG из-за его точности и способности работать с материалами, требующими бережного подхода, а для быстрой сварки стальных конструкций в условиях цеха — MIG/MAG, где скорость сочетается с приемлемым качеством. Понимание этих нюансов помогает сварщику адаптироваться к задаче, будь то ремонт труб в подвале или создание космического аппарата.
Процессы внутри сварочной ванны
Сварочная ванна — это не просто лужа расплавленного металла, а настоящая химическая и металлургическая лаборатория, где в считанные секунды происходят сложные превращения, определяющие итоговые свойства шва. Понимание этих процессов позволяет сварщику контролировать качество соединения, избегая дефектов и улучшая характеристики металла. Внутри ванны одновременно протекает несколько реакций, зависящих от температуры, состава металла и окружающей среды. Давайте разберем основные из них, добавив подробности о том, как они влияют на результат, и практические примеры.
Окисление и восстановление: Кислород из воздуха может вступать в реакцию с металлом, образуя оксиды, которые ухудшают прочность шва и делают его хрупким. Защитные газы (например, аргон или гелий) или флюсы минимизируют этот процесс, создавая барьер между ванной и атмосферой, но при недостаточной защите окисление может стать серьезной проблемой. Например, при сварке нержавеющей стали важно использовать аргон для предотвращения окисления хрома, который отвечает за коррозионную стойкость материала. Если защита недостаточна, хром может выгореть, и шов станет уязвимым к ржавчине, что недопустимо, например, в резервуарах для хранения химикатов.
Легирование: Через присадочный материал или флюс в ванну добавляют элементы, такие как хром, марганец, никель или молибден, которые улучшают прочность, коррозионную стойкость или другие свойства шва. Этот процесс позволяет адаптировать состав шва под конкретные условия эксплуатации. Например, при сварке высокопрочных сталей для нефтегазовых платформ используют электроды с добавками молибдена, чтобы повысить жаропрочность и устойчивость к агрессивным средам. Правильный выбор присадки может превратить обычный шов в высокотехнологичное соединение, способное работать в экстремальных условиях, таких как арктический холод или высокие температуры котлов.
Раскисление: Элементы вроде кремния или марганца связывают избыточный кислород, предотвращая пористость и улучшая качество шва. Это особенно важно при сварке углеродистых сталей, где кислород может привести к образованию хрупких включений или газовых пузырьков, ослабляющих соединение. Например, при сварке железнодорожных рельсов, где швы должны выдерживать огромные динамические нагрузки, добавление раскислителей в ванну помогает создать плотный и однородный металл. Без этого процесса поры могут стать причиной трещин, что в случае рельсов чревато авариями.
Взаимодействие с газами: Защитные газы не только защищают ванну, но и влияют на её поведение и свойства шва. Например, CO2 усиливает проплавление, что полезно для толстых заготовок, таких как стальные плиты для мостовых конструкций, где требуется глубокий и прочный шов. Аргон, напротив, делает процесс более стабильным и мягким, что идеально для тонких листов, например, при сварке алюминиевых кузовов автомобилей, где важно избежать прожогов. Смеси газов, такие как аргон с CO2, позволяют добиться баланса между глубиной проплавления и аккуратностью шва, что часто используется в машиностроении.
Интересный факт: В сварочной ванне металл может «закипеть» из-за высокой температуры, что приводит к разбрызгиванию и требует точного контроля параметров сварки, чтобы избежать дефектов. Это явление особенно заметно при использовании CO2 в MAG-сварке, где капли металла буквально «взрываются» в дуге, создавая брызги, которые могут испортить внешний вид шва и усложнить очистку.
Эти процессы определяют, насколько прочным, пластичным и устойчивым к коррозии будет сварное соединение, и требуют от сварщика знаний и внимания к деталям. Опытный мастер знает, как подобрать присадочный материал, защитную среду и параметры сварки, чтобы оптимизировать состав ванны под конкретную задачу — от бытового ремонта до создания высокотехнологичных конструкций. Например, при сварке титановых деталей для космической отрасли каждая мелочь, включая чистоту газа и скорость подачи присадки, играет решающую роль в обеспечении надежности шва.
Размеры и форма сварочной ванны: что на них влияет
Размеры и форма сварочной ванны напрямую влияют на качество шва и его механические свойства. Слишком большая ванна может привести к провисанию расплавленного металла, особенно при сварке в неудобных положениях, а слишком маленькая — к недостаточному проплавлению, что ослабляет соединение. Управление этими параметрами — это искусство, требующее понимания множества факторов, от настроек оборудования до свойств материала. Давайте разберем, что влияет на размеры и форму ванны, добавив примеры и объяснения, как это сказывается на практике.
Сварочный ток: Чем выше ток, тем больше ванна и глубже проплавление, так как увеличивается тепловложение. Например, при сварке толстых стальных плит для фундамента зданий сварщики увеличивают ток, чтобы добиться полного проплавления и создать прочный шов, способный выдерживать нагрузки. Однако слишком высокий ток может привести к перегреву и прожогам, особенно на тонких листах, поэтому важно найти баланс.
Напряжение дуги: Увеличение напряжения расширяет ванну, делая шов шире и более плоским, что полезно для сварки тонких листов, например, при изготовлении металлических кожухов для бытовой техники, где требуется избежать прожогов и сохранить эстетику. Низкое напряжение, наоборот, сужает ванну, что подходит для глубоких швов на толстых заготовках, таких как опоры мостов.
Скорость сварки: Медленное движение увеличивает размер ванны, позволяя теплу глубже проникать в металл, что может быть необходимо для сварки толстых заготовок, например, при соединении труб большого диаметра для нефтепроводов. Быстрое движение уменьшает ванну, что удобно для тонких материалов, таких как автомобильные кузова, где избыточное тепло может деформировать деталь.
Предварительный подогрев: Повышает подвижность ванны и замедляет охлаждение, что особенно важно при сварке чугуна или высокопрочных сталей, чтобы избежать трещин. Например, при ремонте чугунных деталей двигателя подогрев до 200–300°C помогает сделать ванну более текучей и предотвратить хрупкость шва, вызванную быстрым охлаждением.
Свойства металла: Теплопроводность и температура плавления материала задают поведение ванны. Алюминий с высокой теплопроводностью требует большего тепловложения, чем сталь, чтобы сформировать ванну нужного размера, что делает сварку алюминиевых конструкций, таких как лодки или рамы велосипедов, более энергоемкой. Сталь же плавится медленнее и позволяет точнее контролировать ванну, что удобно при сварке арматуры для железобетона.
Форма ванны влияет на микроструктуру шва: вытянутая ванна может привести к дефектам, таким как кристаллизационные трещины, которые часто встречаются при сварке нержавеющей стали, если сварщик слишком быстро ведет дугу. Равномерная ванна, напротив, обеспечивает однородность и прочность, что критично, например, при сварке трубопроводов высокого давления, где малейшая неоднородность может привести к утечкам или разрывам. Понимание этих факторов позволяет сварщику адаптировать процесс под задачу, добиваясь оптимального результата.
Методы защиты сварочной ванны
Расплавленный металл в сварочной ванне крайне реактивен и легко вступает в контакт с кислородом, азотом и водородом из воздуха, что может привести к окислению, пористости и другим дефектам, снижающим качество шва. Поэтому защита ванны — один из самых важных аспектов сварки, требующий внимательного выбора методов и материалов. Существует несколько способов защиты, каждый из которых имеет свои преимущества и области применения. Давайте разберем их подробнее, добавив советы и примеры, как неправильный выбор может испортить результат.
Защитные газы: Инертные газы, такие как аргон и гелий, создают среду, в которой нет кислорода, предотвращая окисление и сохраняя чистоту ванны. Аргон плотнее воздуха и «обнимает» ванну, обеспечивая отличную защиту при сварке нержавеющей стали или алюминия, например, при изготовлении кухонной посуды или авиационных деталей, где важна коррозионная стойкость. Гелий, будучи легче, лучше передает тепло и используется для сварки толстых заготовок или цветных металлов, таких как медь в теплообменниках, где требуется глубокое проплавление. Полуинертные газы, такие как CO2, усиливают проплавление и часто применяются для сварки углеродистых сталей в строительстве, например, при возведении стальных ферм, где важна экономичность. Смеси газов, например, аргон с CO2, комбинируют преимущества обоих, уменьшая разбрызгивание и улучшая стабильность дуги, что идеально для сварки в машиностроении, где швы должны быть аккуратными и прочными. Однако неправильный выбор газа может привести к проблемам: например, использование чистого CO2 при сварке алюминия вызовет сильное окисление и пористость, что сделает шов непригодным.
Флюсы: Используются в РДС, FCAW (сварка порошковой проволокой) и сварке под флюсом. Флюс плавится, образуя шлак, который покрывает ванну и защищает её от воздуха, а также очищает металл, удаляя оксиды, и добавляет легирующие элементы. Например, при сварке под флюсом шлак помогает формировать гладкий шов и контролировать скорость охлаждения, что важно при создании массивных конструкций, таких как корпуса судов или железнодорожные вагоны, где швы должны быть не только прочными, но и устойчивыми к усталостным нагрузкам. В РДС флюсовое покрытие электрода также выделяет газы, создавая дополнительную защиту, что делает метод удобным для работы на улице, например, при ремонте мостов в ветреную погоду.
Интересный факт: Выбор защитного газа может кардинально изменить поведение ванны. Например, при сварке MAG с чистым CO2 ванна более «горячая» и глубже проплавляет металл, что полезно для толстых заготовок, но при этом увеличивается разбрызгивание, что требует дополнительной очистки шва. Добавление аргона в смесь смягчает процесс, делая шов более аккуратным и снижая количество брызг, что важно для эстетичных соединений, таких как перила или декоративные изделия.
Совет для сварщиков: При сварке в ветреную погоду или на открытом воздухе используйте защитные экраны или увеличьте расход газа, чтобы ветер не сдувал защитную атмосферу. Например, при сварке трубопроводов на стройплощадке сильный ветер может нарушить защиту, и шов получится пористым, что недопустимо для систем высокого давления. Также важно проверять герметичность газовых шлангов и чистоту сопла горелки, чтобы избежать случайного попадания воздуха в ванну.
Неправильный выбор метода защиты может привести к серьезным дефектам, которые сложно исправить. Например, при сварке алюминия без достаточной защиты аргоном шов может стать пористым и хрупким из-за окисления, что сделает его непригодным для ответственных конструкций, таких как рамы лодок или самолетов. Тщательная подготовка и знание материалов помогут избежать таких ошибок и добиться идеального результата.
Температура сварочной ванны: ключевой фактор
Температура сварочной ванны — один из главных параметров, от которого зависит успех сварки. Она определяет текучесть металла, скорость химических реакций и итоговую микроструктуру шва. В зависимости от метода сварки температура может достигать экстремальных значений, позволяющих расплавить даже тугоплавкие металлы. Рассмотрим, как температура варьируется в разных методах и как её контролировать.
Ручная дуговая сварка (РДС): Температура дуги здесь достигает около 3600°C, но сама ванна нагревается до 1500–2000°C. Это позволяет быстро расплавить сталь или чугун, но требует точного контроля тепловложения. Например, при сварке тонких кузовных деталей автомобиля перегрев может привести к прожогам. Сварщики используют технику «коротких швов» с паузами, чтобы дать металлу остыть.
Полуавтоматическая сварка (MIG/MAG): Дуга нагревается до 3000°C, а ванна — до 1442–1572°C, что подходит для сталей и алюминия. Использование CO2 делает ванну «горячее», усиливая проплавление, но увеличивая разбрызгивание. Для толстых рам грузовиков это плюс, а для тонких листов лучше применять смеси газов.
TIG-сварка: Температура дуги достигает 18300°C, а ванна — 2000–2500°C. Это идеально для титана или вольфрама в авиации, например, при сварке топливных баков. Высокая температура требует строгого контроля, чтобы избежать деформации тонких деталей.
Сварка под флюсом: Дуга нагревается до 5500°C, ванна — свыше 2000°C. Метод применяется в судостроении для сварки корпусов кораблей, где важна однородность шва. Контроль скорости сварки предотвращает перегрев.
Практический совет: При сварке высокопрочных сталей подогревайте заготовку до 100–200°C, чтобы замедлить охлаждение и избежать хрупкости. Например, это обязательно при сварке рельсов.
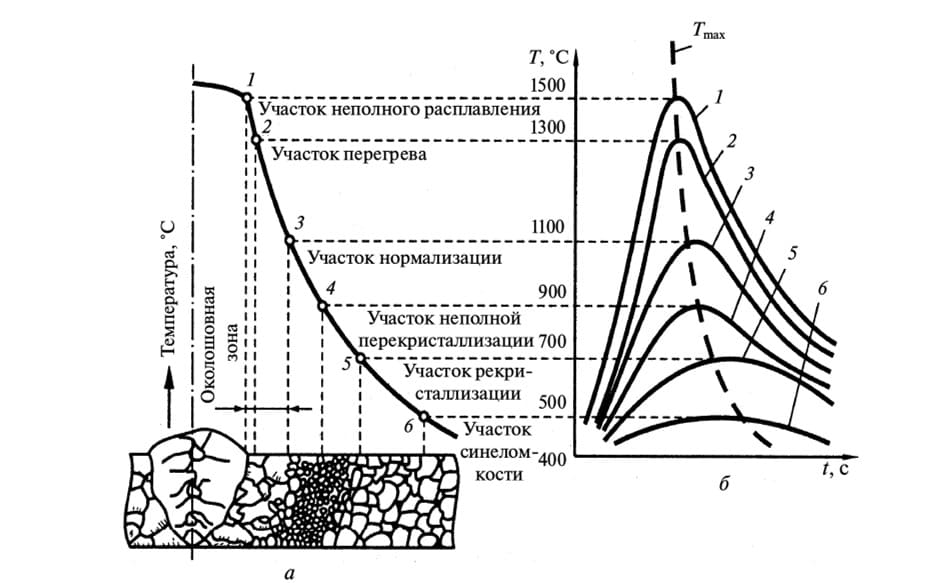
Температура также влияет на скорость охлаждения и микроструктуру. Быстрое охлаждение может вызвать хрупкость (мартенсит), а медленное — пластичность (феррит, перлит). Для ответственных конструкций, таких как мосты, применяют термообработку после сварки.
Кристаллизация и создание сварного шва
Кристаллизация — процесс затвердевания сварочной ванны, определяющий свойства шва. После отключения источника тепла расплав остывает, формируя микроструктуру, которая влияет на прочность и пластичность. Разберем, как это происходит и как управлять процессом.
Зарождение кристаллов: Процесс начинается на границе с основным металлом (эпитаксиальный рост). Это обеспечивает прочную связь, например, при сварке арматуры для железобетона.
Рост кристаллов: Зародыши превращаются в дендриты — древовидные структуры. Быстрое охлаждение даёт мелкие дендриты и прочность (авиационные алюминиевые сплавы), медленное — крупные и пластичность. Импульсные режимы помогают контролировать структуру.
Скорость охлаждения: Быстрое охлаждение может привести к хрупкости (мартенсит), медленное — к пластичности. Подогрев или теплоизоляция, как при сварке трубопроводов зимой, снижают риск трещин.
Кристаллизация и создание сварного шва
Интересно: При сварке нержавейки охлаждение ускоряют водой, чтобы сохранить коррозионную стойкость.
Контроль кристаллизации важен при сварке разнородных металлов (сталь и алюминий). Присадки или промежуточные слои помогают избежать хрупких соединений.
Типичные проблемы сварочной ванны и как их избежать
Сварочная ванна — источник дефектов, если её не контролировать. Рассмотрим частые проблемы и способы их устранения.
Вытекание металла: Происходит в вертикальных положениях. Используйте быстрозатвердевающий расплав и технику «стежков». При сварке труб угол наклона электрода помогает удерживать ванну.
Провисание: Расплав опускается, образуя неровный шов. Уменьшайте ток, увеличивайте скорость или используйте подкладки, как при сварке потолочных швов резервуаров.
Поры: Газовые пузырьки ослабляют шов. Очищайте металл, используйте качественный газ (аргон для алюминия) и проверяйте оборудование.
Водородное охрупчивание: Водород из влаги делает шов хрупким. Применяйте низководородные электроды и подогрев, особенно для мостов или нефтепроводов.
Совет: Перед сваркой очищайте поверхность ацетоном и защищайте ванну от ветра экранами.
Профилактика дефектов важнее исправления, особенно для турбин или двигателей, где контроль строг.
Заключение
Сварочная ванна — сердце сварки, от которого зависит качество шва. Её стабильность и состав определяют долговечность соединения. Современные технологии, такие как датчики и камеры, делают процесс точнее, а наномодификация улучшает микроструктуру. В будущем лазеры и плазма расширят возможности сварки.
Освоение сварочной ванны — путь к мастерству. Экспериментируйте и создавайте прочные швы!
FAQ: Ответы на частые вопросы
- Что такое сварочная ванна? Расплавленный металл, соединяющий детали.
- Как защитить ванну? Газы (аргон, CO2) или флюсы.
- Почему важна температура? Влияет на проплавление и структуру.
- Как избежать вытекания? Используйте «стежки» и правильный угол.
- Что делать с порами? Чистите металл и проверяйте газ.