
Сварочная дуга – это устойчивый электрический разряд в газовой среде между электродами, сопровождающийся выделением огромного количества тепла и ярким свечением. По своей природе она представляет собой плазму – ионизированный газ, в котором присутствуют свободные электрические заряды (электроны и ионы), обеспечивающие проводимость. Впервые явление дуги было обнаружено в начале XIX века (опыты Х. Дэви и В. Петрова), и с тех пор электрическая дуга стала основой многих способов сварки и резки металлов. Сварочная дуга характеризуется высокой плотностью тока (десятки и сотни ампер) при относительно низком напряжении (обычно 10–50 В) – благодаря этому она может длительно гореть, эффективно нагревая и расплавляя металл в зоне сварки.
В данной статье рассмотрены физические принципы возникновения и поддержания дуги, связанные с ней электрические, магнитные и тепловые явления, влияние внешних факторов, а также применение этих знаний в сварочных технологиях.
- Принципы возникновения и поддержания дуги
- Электрические и магнитные явления
- Температурные характеристики и теплопередача
- Влияние газовой среды и факторов
- Применение физических знаний
Принципы возникновения и поддержания сварочной дуги
Образование дугового разряда
В обычных условиях газы являются изоляторами, состоящими из нейтральных молекул. Для зарождения электрической дуги необходимо создание проводящего канала между электродами – ионизированного столба газа. Ионизация возникает, когда напряжение между электродами достигает напряжения пробоя, зависящего от расстояния, давления и состава газа. На практике при дуговой сварке часто используют метод короткого замыкания: электрод сначала касается детали, разогревая контактный участок, а при размыкании контакта образуется проводящий мостик из раскаленного металла и паров, который и превращается в дугу. Альтернативный способ – подача высоковольтного импульса или высокочастотного разряда для пробоя газового промежутка (так запускается дуга в процессах TIG и плазменной сварки). После первоначальной ионизации разряда дуга самостоятельно поддерживается за счет тепловой эмиссии электронов с раскаленного катода. В отличие от искровых и тлеющих разрядов, в дуге катод находится в разогретом состоянии и эффективно испускает электроны (термоэмиссия), поэтому падение напряжения в прикатодной области сравнительно невелико (порядка нескольких вольт). Это облегчает поддержание тока через плазму.
Строение дуги
В протяженной дуге (например, между концом электрода и изделием) выделяют три основных области: небольшие приэлектродные участки возле анода и катода, а между ними – столб дуги. В прикатодной области (на поверхности отрицательного электрода) сосредоточены так называемые катодные пятна – малые участки, с которых интенсивно испускаются электроны в плазму. У положительного электрода находится анодная область, где падающие на анод электроны отдают свою энергию. Основной объем разряда между ними составляет столб дуги – раскаленный плазменный канал, практически квазинейтральный (число положительных и отрицательных носителей заряда в любом сечении столба почти одинаково). На рис. 1 схематично показано строение сварочной дуги между положительным электродом и отрицательной деталью.
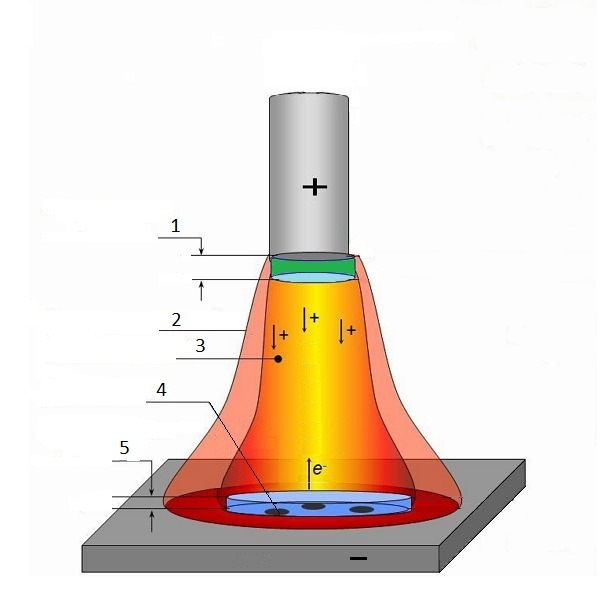
Рис. 1: Схема строения сварочной дуги при ручной сварке плавящимся электродом. Обозначены: 1 — анодная область у (+) электрода, 3 — столб дуги (плазменный канал), 4 — катодные пятна на поверхности детали, 5 — катодная область.
Каждая из приэлектродных областей имеет характерное падение напряжения. В них затрачивается энергия на выпуск электронов из катода и на их поглощение анодом. Падение напряжения в тонком слое у катода и анода обычно постоянно для данных условий (несколько вольт), тогда как вдоль столба дуги напряжение распределяется более равномерно, примерно пропорционально длине столба. Поэтому суммарное напряжение дуги увеличивается с расстоянием между электродами практически линейно. Для зажигания дуги нужен кратковременный высокий импульс напряжения (пробой), но для горения установленной дуги требуется уже сравнительно невысокое напряжение на дуге – порядка десятков вольт, что поддерживает необходимую степень ионизации столба и достаточную эмиссию электронов с катода, чтобы дуга не гасла. Таким образом, устойчивое горение дуги возможно при наличии источника питания, способного поддерживать заданные значения тока и напряжения в цепи.
Электрические и магнитные явления при сварочной дуге
Вольт-амперные характеристики
Сварочная дуга является потребителем электрической энергии в сварочной цепи, причем соотношение напряжения и тока в дуге нелинейно. Характерная особенность дугового разряда – наличие участка отрицательного дифференциального сопротивления: при увеличении тока напряжение на дуге сначала падает. На статической вольт-амперной характеристике (ВАХ) дуги это проявляется как участок с отрицательным наклоном (участок I). В этом режиме малое изменение тока вызывает значительное изменение напряжения, поэтому дуга неустойчива – без специальной регулировки ток может “убежать”, так как с ростом тока дуга еще больше облегчается и требует меньшего напряжения. Далее на ВАХ следует участок II – при дальнейшем росте тока напряжение меняется незначительно, – и участок III, где напряжение начинает расти. Практически устойчивая дуга осуществляется на пологом (участок II) и положительном (участок III) участках характеристики, а рабочая точка дуги определяется пересечением ее ВАХ с внешней характеристикой источника питания. Источники для дуговой сварки специально проектируются с падающими внешними характеристиками (для ручной сварки, MIG/MAG и др.) либо с жесткими/постоянного напряжения (для механизированной сварки плавящейся проволокой), чтобы совместно с ВАХ дуги обеспечить саморегулирование процесса и стабильный горящий разряд.
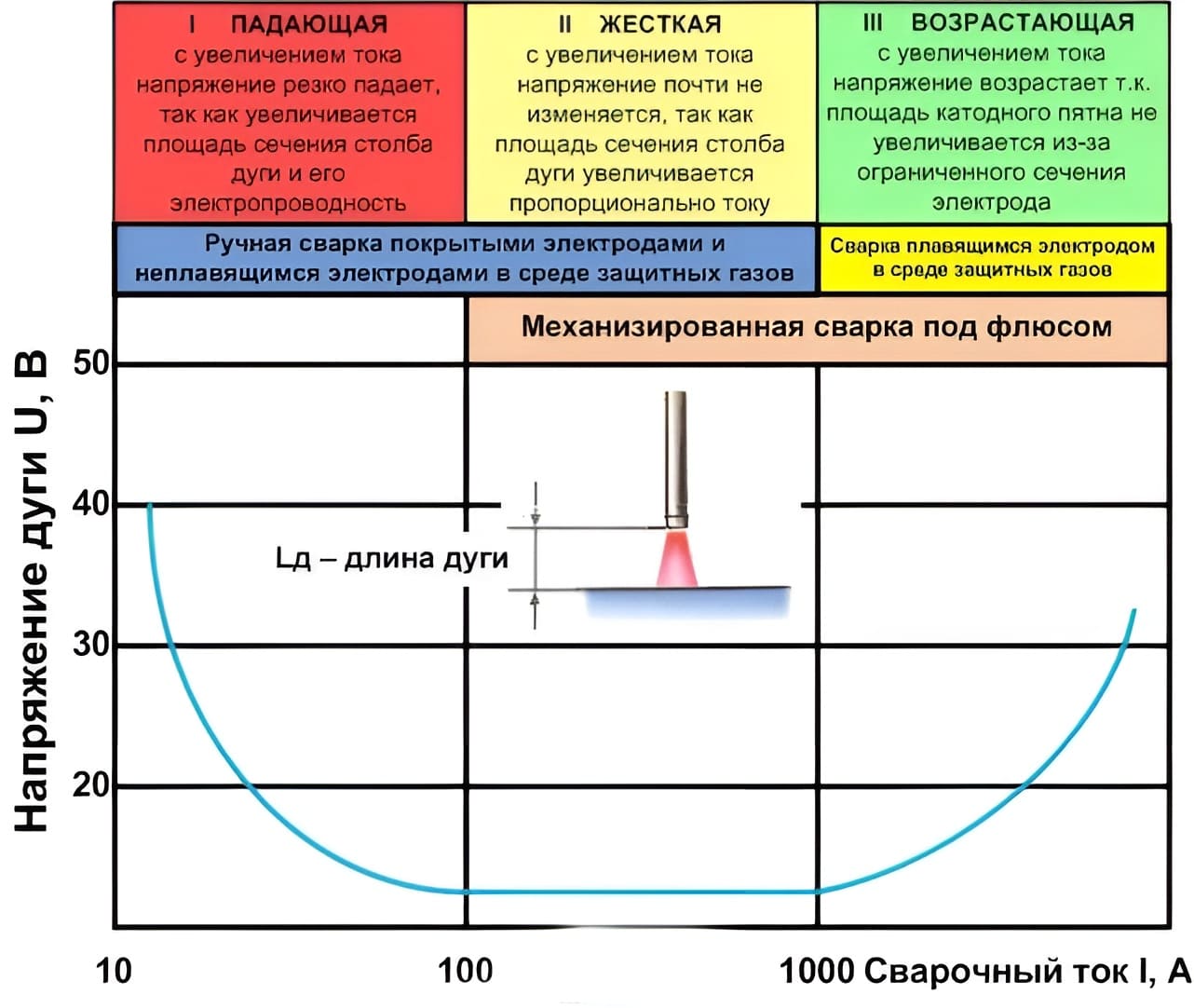 Рис. 2: Вольт-амперная характеристика (ВАХ) сварочной дуги представляет собой график, отображающий зависимость напряжения от смены тока.
Рис. 2: Вольт-амперная характеристика (ВАХ) сварочной дуги представляет собой график, отображающий зависимость напряжения от смены тока.
Например, при ручной дуговой сварке (MMA) источник с падающей внешней характеристикой ограничивает ток на первом (неустойчивом) участке ВАХ, предотвращая погасание или чрезмерное увеличение тока дуги. В полуавтоматической сварке (MIG/MAG) обычно используется источник с близкой к постоянному напряжению характеристикой: дуга сама стабилизирует длину за счет того, что при ее укорочении ток резко возрастает и быстрее плавит проволоку, а при удлинении – ток падает, проволока меньше плавится и дуга укорачивается обратно. Таким образом реализуется автоколебательный процесс, поддерживающий постоянную среднюю длину дуги.
Магнитное поле и силы
Протекание тока через дугу сопровождается образованием вокруг нее магнитного поля (по правилу правой руки – силовые линии окружают столб дуги по концентрическим окружностям). Взаимодействие этого магнитного поля с током самой дуги и токами, текущими в ближайших проводниках, приводит к ряду примечательных эффектов. Во-первых, собственное магнитное поле дуги сжимает плазменный столб – это называют пинч-эффектом (эффект сжатия тока). Электромагнитная сила направлена к оси столба и стремится уменьшить его поперечное сечение; величина силы пропорциональна квадрату тока. В мощных дугах наблюдается сужение и повышение плотности плазмы в центре разряда. Кроме того, пинч-эффект играет ключевую роль в механизмах переноса металла при сварке плавящимся электродом: магнитное сжатие способствует отрыву капли расплавленного металла с конца проволоки. При достаточно большом токе сила сжатия превращает удлиненную каплю на конце электрода в тонкую перемычку, которая разрывается и капля отделяется.
Еще одно проявление магнитных сил – магнитное дутьё. Так называют отклонение сварочной дуги от прямой оси под воздействием внешнего магнитного поля, создаваемого токами в сварочной цепи или намагниченностью металла. Само по себе магнитное поле дуги осесимметрично и не смещает столб, однако если, например, ток возвращается к источнику по детали несимметрично относительно дуги, то результирующее поле будет “толкать” дугу в сторону. Это приводит к искривлению столба и блужданию дуги по изделию, что ухудшает форму шва и повышает разбрызгивание металла. Для борьбы с магнитным дутьём применяют несколько подходов: сварку переменным током (на переменном токе эффект значительно слабее, так как поле постоянно меняет направление и не успевает отклонить столб сильно), правильный выбор точки подключения массы (зажим заготовки подключают как можно ближе к зоне дуги, чтобы магнитные поля взаимно компенсировались), размагничивание деталей перед сваркой, снижение сварочного тока и применение многопроходной сварки (первый проход размагничивает материал).
Температурные характеристики дуги и теплопередача
Температура плазмы дуги
Сварочная дуга излучает интенсивный свет, большая часть которого исходит от раскаленной плазмы столба. Температура внутри дуги чрезвычайно высока – в разы выше точки плавления металлов. Так, температура плазменного столба обычно находится в диапазоне от 5000 до 18000 K (≈4700–17700 °C) в зависимости от состава газа и режима сварки. Максимальная температура достигается в центральной части столба, ближе к катоду. Экспериментально установлено, что при дуговой сварке плавящимся электродом температура непосредственно в анодной области составляет порядка 2500–4000 °С, в катодной области – около 9000–12000 °С, а в столбе дуги – от 7000 до 18000 °С. Эти значения отражают разницу в процессах: у катода за счет термоэмиссии и бомбардировки ионами концентрируется большая плотность энергии, тогда как анод (особенно расплавленный металл капли) может частично охлаждаться испарением.
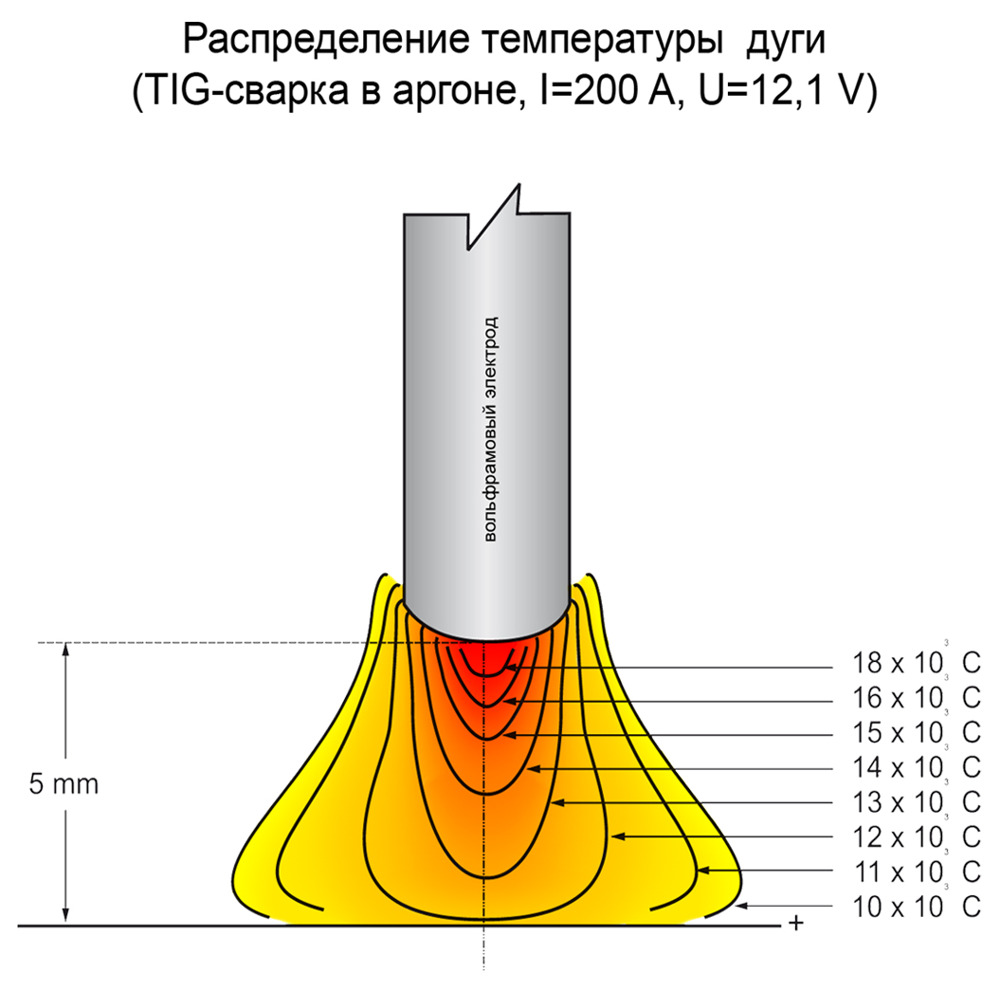
Рис. 3: Распределение температур в дуге при аргонодуговой сварке (TIG) током 200 А, U=12 В. Вольфрамовый неплавящийся электрод сверху, деталь снизу. В центре столба температура достигает ~18 000 °C, у катодной поверхности – ~10 000 °C.
Механизмы теплообмена
Тепло от дуги передается к окружающим объектам тремя основными способами: теплопроводностью (контакт плазмы и электродов/металла), конвекцией (движением горячих газов) и излучением. Вклад каждого механизма зависит от условий. В дуговой сварке основная доля энергии концентрируется в зоне дуги и непосредственно под ней. Электроны, ускоренные электрическим полем, бомбардируя анод, передают ему свою кинетическую энергию и сильно разогревают его поверхность. Ионы, движущиеся к катоду, также нагревают его при ударе, но из-за большей массы и меньшей скорости их вклад меньше. В результате в дуге постоянного тока около двух третей всей тепловой энергии выделяется на аноде, а примерно одна треть – на катоде. Это важное соотношение объясняет различия между полярностями при сварке. Например, при DCEN (прямая полярность, когда деталь подключена к плюсу, а электрод к минусу) основное тепло выделяется на изделии (аноде) – обеспечивая глубокий прогрев и проплавление, но меньше нагревая электрод. При DCEP (обратная полярность, электрод «+») наоборот около двух третей тепла дуги концентрируется на кончике электрода, интенсивно расплавляя его, а деталь (катод) получает меньше тепла.
Помимо прямого нагрева электродов и металла зарядоносителями, значительная часть энергии дуги несется горячими газами. Плазма столба дуги имеет меньшую плотность, чем окружающий холодный воздух, поэтому горячий столб поднимается вверх – возникает восходящий поток (конвекция). Этот плазменный поток нагревает близлежащие области: так, при сварке в нижнем положении часть тепла уходит в виде факела плазмы вверх от шва. Чем выше ток и температура дуги, тем интенсивнее конвективный перенос. Наконец, радиационный перенос: дуга светится столь ярко, что способна нагревать детали даже без непосредственного контакта. Инфракрасное излучение дуги распространяется на окружающие поверхности, добавляя тепловой эффект (например, при многодуговой сварке соседние дуги “подогревают” друг друга излучением).
Стоит упомянуть, что на тепловые процессы влияет и состав газа. Часть энергии расходуется на диссоциацию и повторное образование молекул: например, в дуге в среде углекислого газа (CO₂) при ~2000–5000 K происходит распад CO₂ на CO + O, поглощающий тепло, а при остывании – обратная реакция с выделением тепла. Такие процессы несколько снижают эффективную температуру дуги в активных газах по сравнению с инертными. Таким образом, распределение температуры и энергии в дуге – сложный баланс процессов эмиссии, ионизации, движения плазмы и излучения.
Влияние газовой среды и различных факторов на поведение дуги
Состав и давление газа
Газовая среда, в которой горит дуга, существенно влияет на ее характеристики. Инертные газы (аргон, гелий) не вступают в химические реакции с металлом и создают чистую плазму, тогда как активные газы (CO₂, O₂, водород и др.) могут реагировать с расплавом и менять химию процесса. Помимо этого, состав газа влияет на электрические и тепловые свойства самой дуги. Например, гелий имеет более высокую теплопроводность и теплоемкость, чем аргон, и его ионизация требует большего напряжения. Добавление гелия в аргон повышает теплопередачу в столбе дуги и увеличивает ее мощность. Практически это выражается в более горячей и “жесткой” дуге, способной глубже проплавлять металл. Так, при аргонно-гелиевой смеси дуга дает более широкий и глубокий провар по сравнению с чисто аргоновой.
Активные газовые добавки, напротив, влияют на процессы каплеобразования: небольшие доли кислорода или CO₂ в аргоновой смеси улучшают перенос металла, способствуя дроблению капель на более мелкие, что ведет к более стабильному горению дуги и равномерному формированию шва. В то же время избыток активного газа может привести к нестабильности – дуга “жестче” (выше напряжение), но повышается разбрызгивание и ухудшается качество металла шва из-за окисления.
Давление окружающей среды также сказывается на дуге. При пониженном давлении (например, сварка в разреженной атмосфере или вакууме) дугу поддерживать сложнее – из-за меньшей плотности газа снижается количество ионов, способных проводить ток. При повышенном давлении (сварка под водой в барокамере с газовым пузырем, гипербарическая сварка) дуга становится короче и уже, так как сжатый газ затрудняет ее расширение. Существует понятие критического диаметра столба дуги, зависящего от давления: чем выше давление, тем тоньше и ярче дуга при том же токе.
Геометрические и электрические факторы
На поведение дуги влияют размер и материал электродов, а также характеристики тока. Длина дуги – один из ключевых параметров. Увеличение дугового промежутка ведет к росту напряжения дуги (примерно линейно) и расширению столба, но слишком длинная дуга становится неустойчивой, легко прерывается и рассеивает тепло в окружающую среду. Слишком короткая дуга, напротив, приводит к охлаждению столба из-за близости к холодному металлу и может вызывать короткие замыкания (при сварке плавящимся электродом).
Оптимальная длина дуги подбирается для каждого процесса: обычно она составляет несколько миллиметров. Диаметр электродной проволоки или неплавящегося электрода тоже важен: тонкий электрод не может стабильно переносить большой ток – дуга будет рваться, тогда как толстый электрод при малом токе может не прогреться для достаточной эмиссии. Поэтому каждый диаметр электрода имеет свой диапазон допустимых токов, при котором дуга горит устойчиво.
Материал электродов влияет через величину работы выхода электронов и теплопроводность. Например, вольфрамовые электроды для TIG содержат добавки оксидов тория или лантана, снижающие работу выхода электронов – это облегчает термоэмиссию и зажигание дуги. Покрытые электроды для ручной сварки содержат в обмазке вещества с низким ионизационным потенциалом (например, соединения калия), которые при горении выделяют газы для защиты дуги от воздуха, а также ионизируют промежуток калиевыми и натриевыми добавками, облегчая зажигание и стабильное горение дуги. Расплав покрытия образует шлак, который покрывает сварочную ванну, замедляя охлаждение.
Род тока также играет роль: дуга на постоянном токе горит непрерывно, а на переменном – затухает и возобновляется каждый полупериод. При слишком низкой частоте или величине переменного тока могут возникать паузы (дуга гаснет при переходе через ноль и не успевает зажигаться снова). Поэтому обычно для сварки применяют промышленную частоту 50–60 Гц или специально повышают частоту тока для улучшения стабильности дуги. Переменный ток заметно ослабляет магнитное дутьё, что бывает полезно при сварке сложных стыков. Кроме того, чередование полярности в AC-дуге используется для очистки (очаги катодного распыления убирают оксидную пленку с деталей, например, при сварке алюминия). Наконец, посторонние магнитные поля или намагниченность свариваемого материала способны отклонять дугу (явление магнитного дутья). Чтобы исключить подобные факторы, детали размагничивают, а провод заземления подключают симметрично.
Применение физических знаний о дуге в различных методах сварки
Понимание физики сварочной дуги напрямую используется при разработке и оптимизации сварочных технологий. Ниже приведены примеры того, как учет электрических, магнитных и тепловых особенностей дуги позволяет улучшать качество сварки и расширять ее возможности:
Ручная дуговая сварка (MMA)
Процесс с плавящимся покрытым электродом, где дуга возникает между кончиком плавящегося электрода (стержень с покрытием) и изделием. Физические знания подсказали использование специального покрытия: при горении обмазка выделяет газы (CO₂, H₂, пары) для защиты дуги от воздуха, а также ионизирует промежуток калиевыми и натриевыми добавками, облегчая зажигание и стабильное горение дуги. Кроме того, расплав покрытия образует шлак, который покрывает сварочную ванну, замедляя охлаждение.
Правильный выбор полярности здесь важен: обычно применяют прямую полярность (электрод “–”) для большинства покрытых электродов, чтобы две трети тепла дуги шли в основной металл, обеспечивая хороший провар, а электрод не перегревался. Однако некоторые электроды (целлюлозные) рекомендуются на обратной полярности для более стабильного переноса металла – это связано с особенностями их ионизации и сгорания покрытия. Знание вольт-амперной характеристики дуги используется в источниках питания MMA: они делаются с падающей внешней характеристикой и достаточной индуктивностью, чтобы дуга не гасла при коротких замыканиях (когда расплавленный металл кратковременно замыкает электрод и ванну).
Сварка в среде защитного газа плавящейся проволокой (MIG/MAG)
В этом процессе дуга горит между постоянно подающейся проволокой (катушкой электрода) и деталью в атмосфере защитного газа. Физика дуги проявляется в режимах переноса металла: при малых токах капли с проволоки крупные и переносятся через короткое замыкание, при больших токах – дробятся и летят через дуговой промежуток струйно. Управлять этим помогает понимание пинч-эффекта: современные пульсирующие источники тока умеют кратковременно повышать ток, когда капля сформировалась, чтобы усилить электромагнитное сжатие и оторвать каплю, затем ток снижается, чтобы капля перелетела без короткого замыкания. Также используют индуктивность цепи: для режима короткой дуги увеличивают индуктивность, чтобы сгладить рост тока при замыкании и предотвратить взрывное отрывание капли. Это резко уменьшает разбрызгивание металла.
Выбор газовой смеси – еще одна физически обоснованная мера: например, добавление 5–20% CO₂ в аргон (режим MAG) способствует лучшему прогреву дуги и мелкокапельному переносу за счет совместного действия повышенного теплового содержания плазмы и реакций окисления. Для алюминия в MIG обычно применяют чистый аргон (или с гелием) и строго обратную полярность (электрод «+»), поскольку требуется стабильный перенос без окислов – здесь знание о том, что катодные пятна на изделии помогают очищать оксид Al₂O₃, приводит к выбору режима DCEP или переменного тока.
Аргонодуговая сварка неплавящимся электродом (TIG, GTAW)
При этом процессе дуга горит между вольфрамовым неплавящимся электродом и деталью в среде инертного газа (обычно аргона). Выбор вольфрама обусловлен его чрезвычайно высокой температурой плавления (~3420 °C) и способностью работать раскаленным, не расплавляясь, а также наличием достаточной эмиссии электронов (особенно при легировании добавками тория или лантана) для устойчивой дуги. Физика дуги диктует, что для максимального переноса тепла в деталь используется прямая полярность (электрод отрицательный): тогда около 70% тепла дуги идет в свариваемый металл, обеспечивая глубокое проплавление, а сам вольфрам лишь раскален до накала, но не расплавляется. Однако при сварке алюминия и магния на постоянном токе быстро разрушается оксидная пленка на детали – её необходимо удалять.
 Рис. 4: Tig-сварка нержавеющей стали
Рис. 4: Tig-сварка нержавеющей стали
Было обнаружено, что если сделать деталь катодом (электрод «+»), то катодные пятна “бомбардируют” оксид и очищают поверхность. Но тогда сам электрод перегревается. Решением стало применение переменного тока: в отрицательную половину цикла металл греется (провар), в положительную – катодные пятна очищают поверхность, а за полупериод электрод немного остывает. Эти приемы являются прямым использованием знаний о распределении тепла между анодом и катодом в дуге. Кроме того, для TIG крайне важна стабильность дуги при малых токах (например, тонкий металл варят на 5–20 А). Здесь помогают высокочастотные осцилляторы, подмешивающие небольшой переменный ток, чтобы дуга не гасла при снижении тока, а также использование газовой среды с низким потенциалом ионизации (аргон лучше держит дугу на малых токах, чем гелий, из-за более легкой ионизации).
Сварка под флюсом (SAW)
В этом процессе дуга горит под слоем гранулированного флюса. Флюс расплавляется и частично испаряется, образуя вокруг дуги защитное облако из газа и шлака. Физически это создает среду, в которой дуга устойчиво горит даже на сверхвысоких токах (порой до 1000 А), поскольку плазма дуги не охлаждается окружающим воздухом и не уносит тепло – оно сохраняется под слоем флюса. Магнитное дутьё под флюсом минимально (слой расплава ограничивает перемещение столба), поэтому можно применять постоянный ток высокой величины без риска отклонения дуги. Знание о распределении тепла также используется: обычно в SAW применяют обратную полярность (электрод «+») для повышения расплавления проволоки, однако иногда используют две дуги – одну постоянного тока и одну переменного – чтобы добиться одновременно хорошего проплавления и высокой производительности наплавки.
Плазменная сварка и резка
В плазменной сварке используется суженный (концентрированный) дуговой разряд, который по существу представляет собой ту же TIG-дугу, но пропущенную через водоохлаждаемое сопло, создающее струю плазмы под давлением. Сужение столба дуги (результат пинч-эффекта и механического ограничения соплом) резко увеличивает плотность тока и температуру – получается плазменная струя с температурой порядка 20 000–30 000 °С. Такая струя способна пробивать узкие глубокие каналы в металле (режим ключевого отверстия) и даже разрезать металл. При плазменной резке дуге дают возможность свободно вытягиваться – дуга “дует” сквозь прорезь под действием собственного давления и магнитных сил, что облегчает процесс разрезания.
Приведенные примеры показывают, что понимание физических основ сварочной дуги – от процессов ионизации и эмиссии до теплопередачи и электромагнитных эффектов – является ключом к эффективному управлению сварочным процессом. Современные исследования в области плазменной физики, компьютерное моделирование дуги и высокоскоростная видеосъемка помогают конструировать новые, более совершенные сварочные источники и процессы. Грамотное использование физических законов позволяет повысить стабильность дуги, качество шва и производительность сварки, что подтверждает неразрывную связь между фундаментальной наукой и инженерной практикой в сварочном деле.


Познавательно