Сварка — это не просто «склеивание» металла огнём. Это настоящее искусство и наука, особенно когда речь идёт о современных, высокотехнологичных сталях. Обычную железяку можно сварить почти как угодно, и она будет держаться. Но с легированными и нержавеющими сталями всё сложнее. Они как капризные, но очень талантливые артисты — требуют особого подхода.
Давайте разберёмся, как приручить эти металлы и делать швы, которые будут не только крепкими, но и красивыми.
Содержание:
- 1. Почему сваривать хорошую сталь — это не так-то просто?
- 2. Что на самом деле происходит с металлом во время сварки?
- 3. Секреты сварки легированных сталей (тех, что с «добавками»)
- 4. Сварка нержавейки: Практическое руководство для Мастера
- 5. Зона термического влияния (ЗТВ): «Ахиллесова пята» любого шва
- 6. Выбираем инструмент: от простого электрода до лазерного луча
- 7. Правильная проволока и электроды: почему это так важно?
- 8. «Спа-процедуры» для металла: зачем нужен подогрев и термообработка
- 9. Главные «косяки» сварщика: как их найти и не допускать
- 10. Проверка на прочность: как убедиться, что шов идеален?
- 11. Подводим итоги: три главных правила для любого сварщика
1. Почему сваривать хорошую сталь — это не так-то просто?
Представьте, что простая углеродистая сталь — это картошка. Её можно варить, жарить, запекать — и всё будет вкусно. А вот легированные и нержавеющие стали — это уже блюдо высокой кухни. В них добавили «специи» (хром, никель, молибден), чтобы сделать их сверхпрочными, жаростойкими и, главное, нержавеющими.
Но эти «специи» меняют характер металла. Он становится более чувствительным к нагреву и остыванию. Поэтому понятие «свариваемость» — это не просто о том, можно ли приварить одно к другому. Это о том, насколько легко это сделать так, чтобы шов был надёжным и не развалился в первый же день.
2. Что на самом деле происходит с металлом во время сварки?
Когда вы ведёте горелкой, вы не просто плавите металл. Вы запускаете целую химическую фабрику в миниатюре.
- Состав решает всё. Главный игрок — углерод. Чем его больше, тем сталь твёрже, но тем хуже она сваривается и больше склонна к трещинам. Другие добавки (легирующие элементы) тоже вносят свою лепту: хром даёт защиту от ржавчины, никель — прочность, титан — стабилизирует структуру.
- Структура меняется. Под действием жара внутренняя структура металла (его «кристаллическая решётка») перестраивается. Если остудить металл слишком быстро, структура может стать хрупкой, как стекло (это называется «закалка»). Если слишком медленно — зёрна металла вырастут слишком большими, и шов потеряет прочность.
- Нагрев и остывание — ключ к успеху. Именно контроль температуры (тепловложение) и скорости остывания определяет, каким будет ваш шов: прочным и надёжным или хрупким и дефектным.
3. Секреты сварки легированных сталей (тех, что с «добавками»)
Легированные стали — настоящие неженки. Вот их главные страхи:
Страх №1: Перегрев и деформация. Эти стали сильно расширяются при нагреве. Поэтому их сильно «ведёт» и коробит. Чтобы этого избежать, нужно контролировать нагрев, варить короткими участками и давать металлу остывать.
Страх №2: Водород. Водород — коварный и невидимый враг. Он может попасть в шов из влажного воздуха, грязной поверхности или отсыревших электродов. Остывая, водород делает металл хрупким и может вызвать трещины, которые появятся даже через несколько часов или дней после сварки!
Как бороться: Используйте сухие, прокаленные электроды, тщательно зачищайте поверхность и, если нужно, предварительно прогревайте деталь, чтобы «выгнать» всю влагу.
4. Сварка нержавейки: Практическое руководство для Мастера
А теперь перейдем к королеве среди сталей — нержавейке. У неё свои капризы и свои секреты, но, зная их, можно творить настоящие чудеса.
Сварка нержавейки — это как готовка дорогого стейка. Можно просто бросить на сковородку и сжечь, а можно, зная пару секретов, приготовить шедевр. Здесь то же самое: дьявол в деталях.
Три «Золотых Правила» для любой сварки нержавейки
Прежде чем браться за горелку, запомните эти три НЕ:
НЕ грязнить! Нержавейка — аристократка, она не терпит грязи. Масло, краска, пыль, даже отпечатки жирных пальцев — всё это при сгорании превратится в поры и дефекты.
Что делать: Обезжирьте место сварки ацетоном или специальным средством. Зачищайте шов щеткой ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ. Никогда не используйте щетку, которой чистили обычный черный металл — вы «внедрите» в шов частицы, которые потом заржавеют.
НЕ перегревать! Нержавейку сильно «ведёт» от перегрева, она деформируется и теряет свои нержавеющие свойства (та самая «радуга» на шве — это не круто, это окисленный, незащищенный металл).
Что делать: Сваривайте короткими участками (стежками). Используйте технику «обратного шага» (свариваете справа налево, но каждый новый шов начинаете чуть правее конца предыдущего). Если есть возможность, подкладывайте сзади медные пластины — они отлично отводят тепло.
НЕ экономить на материалах! Нельзя взять проволоку для черного металла и приварить нержавейку. Присадочный материал и защитный газ должны быть подобраны специально под вашу марку стали.
Что делать: Для самой популярной стали AISI 304 (пищевая) используйте проволоку ER308L. Для AISI 316 (кислотостойкая) — ER316L. Буква «L» означает низкое содержание углерода — это наш главный друг в борьбе с коррозией у шва.
А теперь к конкретным методам.
TIG (Аргон) — «Ювелир»
Это самый качественный, красивый и контролируемый способ. Идеален для видимых швов, тонкого металла (от 0.5 мм) и ответственных соединений (например, в пищевой промышленности или автотюнинге).
- Ключевые фишки: Постоянный ток (DC), горелка на «минус». Электрод затачивайте как карандаш. Газ — чистый аргон. Обязательно используйте обдув газом после сварки (пост-газ), чтобы защитить остывающий шов.
- Про-совет: Если варите трубу, организуйте поддув аргона внутрь. Шов будет чистым и серебристым с обеих сторон.
MIG (Полуавтомат) — «Спринтер»
Самый быстрый и производительный метод. Идеален для толстого металла, длинных швов и серийного производства.
- Ключевые фишки: Забудьте про чистую углекислоту! Используйте смесь: Аргон + 1-2% Углекислоты. Горелку нужно не тянуть на себя, а толкать от себя, чтобы газ шёл впереди. Если есть импульсный режим (Pulse) — это ваш лучший друг для сварки нержавейки.
- Про-совет: Поставьте в горелку тефлоновый канал и U-образные ролики — они не повредят мягкую нержавеющую проволоку.
MMA (Электроды) — «Вездеход»
Самый простой, доступный и мобильный способ. Не требует газовых баллонов. Идеален для полевых условий и ремонта.
- Ключевые фишки: Используйте специальные электроды для нержавейки (ОЗЛ-8, ЦЛ-11) и храните их в сухом месте! Перед работой их нужно прокалить (просушить в печи). Ведите электрод быстро и держите дугу очень короткой, чтобы не перегреть металл.
- Про-совет: После каждого прохода тщательно отбивайте шлак. Если сваривать поверх шлака, он останется внутри шва и ослабит его.
Что делать ПОСЛЕ сварки?
Работа не закончена, пока шов не обработан!
- Механическая чистка: Уберите брызги и окалину щеткой из нержавейки.
- Химическая обработка (травление): «Радугу» (цвета побежалости) можно убрать только специальной травильной пастой. Она восстанавливает защитный слой. Внимание: паста очень едкая, работайте в перчатках и очках!
- Пассивация: После травления и смывки водой ваш шов будет защищен от коррозии так же хорошо, как и основной металл.
Выбирайте правильный инструмент для задачи, соблюдайте чистоту и контролируйте тепло — и ваши швы на нержавейке будут вызывать зависть!
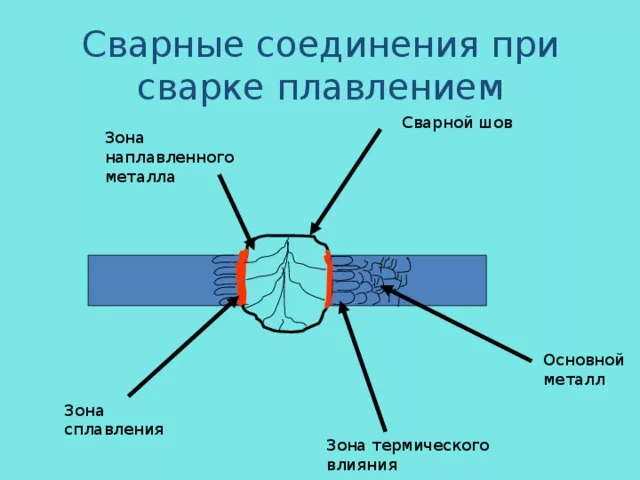
5. Зона термического влияния (ЗТВ): «Ахиллесова пята» любого шва
Представьте себе поджаренный тост. Есть сгоревшая корочка (сам шов), есть нетронутый хлеб (основной металл), а между ними — подсушенная, изменившаяся область. Вот это и есть Зона термического влияния (ЗТВ).
Этот участок не расплавился, но сильно нагрелся. И именно здесь часто кроются проблемы:
- Металл может стать хрупким.
- Он может потерять свои нержавеющие свойства (та самая «радуга»).
- Здесь могут возникнуть микротрещины.
Главное правило: чем меньше ЗТВ, тем лучше. А для этого нужно минимизировать нагрев: варить быстрее, использовать меньший ток, делать перерывы.
6. Выбираем инструмент: от простого электрода до лазерного луча
Про TIG, MIG и MMA мы уже поговорили. Но технологии не стоят на месте. Существуют и более продвинутые методы:
- Лазерная сварка: Это как хирургический скальпель. Луч очень тонкий и мощный, он плавит металл с минимальным нагревом окружающей зоны. Результат — идеальный, узкий шов почти без деформации. Минус — очень дорогое оборудование.
- Электронно-лучевая сварка: Ещё круче. Сварка происходит в вакууме, что исключает любое загрязнение. Позволяет сваривать огромные толщины за один проход. Используется в аэрокосмической и атомной промышленности.
7. Правильная проволока и электроды: почему это так важно?
Выбор присадочного материала (проволоки или электрода) — это как выбор ниток для шитья. Нельзя шить шёлк грубой бечёвкой. Здесь тот же принцип: присадка должна быть максимально близка по составу к основному металлу или даже лучше него.
Использование неправильной проволоки приведёт к тому, что шов будет слабым, потрескается или просто заржавеет через месяц, утащив за собой и дорогой металл.
8. «Спа-процедуры» для металла: зачем нужен подогрев и термообработка
Для особо капризных и толстых сталей простой сварки недостаточно. Чтобы избежать трещин и снять внутренние напряжения, используют «спа-процедуры»:
- Предварительный подогрев: Деталь аккуратно нагревают перед сваркой. Это снижает температурный шок и помогает выйти тому самому вредному водороду.
- Послесварочная термообработка: После сварки деталь помещают в печь и дают ей медленно-медленно остыть. Это снимает все напряжения, делает шов более пластичным и прочным.
9. Главные «косяки» сварщика: как их найти и не допускать
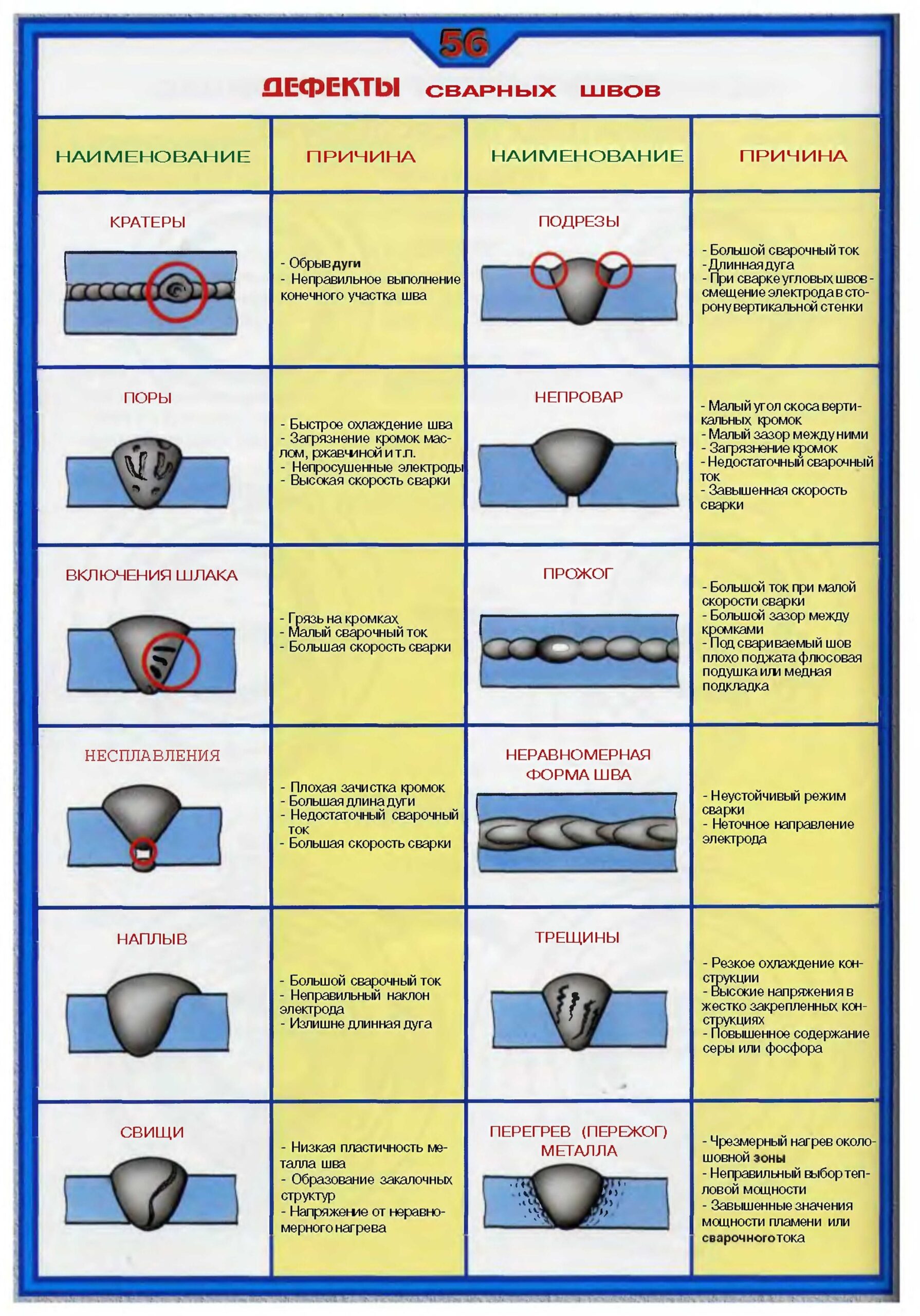
Даже у профи бывают ошибки. Вот самые частые дефекты:
- Трещины: Самый опасный дефект. Причины: неправильная присадка, слишком быстрый остыв, грязь, водород.
- Поры (дырочки в шве): Похожи на швейцарский сыр. Причины: грязь, масло или краска на поверхности, сквозняк, который сдувает защитный газ, влага.
- Непровар: Шов лежит сверху, но не соединил детали на всю глубину. Причины: слишком низкий ток, слишком высокая скорость сварки.
- Подрезы: Канавки по краям шва. Причины: слишком высокий ток, неправильный угол наклона горелки.
Лучшее лекарство — профилактика: чистота, правильные настройки и внимательность.
10. Проверка на прочность: как убедиться, что шов идеален?
Чтобы проверить качество шва, есть несколько способов:
- Визуальный осмотр: Первый и главный этап. Шов должен быть ровным, без пор, трещин и подрезов.
- Капиллярный контроль (цветная дефектоскопия): На шов наносят специальный спрей, который проникает в мельчайшие трещинки и делает их видимыми.
- Ультразвук и рентген: Это как УЗИ или флюорография для металла. Позволяют заглянуть внутрь шва и найти скрытые дефекты. Используются для самых ответственных конструкций.
11. Подводим итоги: три главных правила для любого сварщика
Сварка сложных сталей — это не магия, а знание и аккуратность. Если свести всё к трём простым правилам, они будут звучать так:
- Знай свой металл. Понимайте, с чем вы работаете. У каждой стали свой характер и свои требования.
- Контролируй тепло. Не перегревайте и не давайте металлу остыть слишком быстро. Нагрев — ваш главный инструмент и ваш главный враг.
- Соблюдай чистоту. Чистота металла, чистота присадки, чистота рабочего места — это 90% успеха и залог отсутствия дефектов.
Следуйте этим принципам, и ваши сварные швы будут прочными, надёжными и красивыми, будь то мангал для дачи или сложная конструкция из нержавеющей стали.