Когда мы видим блестящие перила, сверкающие емкости на пищевом производстве или сложные трубопроводы на химическом заводе, мы имеем дело с нержавеющей сталью. Но чтобы соединить эту сталь, нужны особые электроды, способные создать шов, который не уступит основному металлу в стойкости к коррозии. И здесь на сцену выходит отечественная легенда — электроды ЦЛ-11. Это проверенный временем и тысячами объектов специалист по сварке самых распространенных марок «нержавейки». Давайте разберемся, как он работает и почему до сих пор остается востребованным.
- ЦЛ-11: Что это за электроды и для чего они нужны?
- Ключевые технические характеристики и химический состав
- ЦЛ-11 против импортного аналога ESAB OK 61.30
- Технология сварки нержавейки с ЦЛ-11: Главные правила
- Области применения: От кухни до химзавода
- Секреты работы с ЦЛ-11 от профессионалов
- Заключение: ЦЛ-11 — доступное качество для «нержавейки»
- FAQ: Частые вопросы об электродах ЦЛ-11

ЦЛ-11: Что это за электроды и для чего они нужны?
Электроды ЦЛ-11 — это специальные электроды с основным (фтористо-кальциевым) покрытием, предназначенные для сварки конструкций из коррозионно-стойких хромоникелевых сталей аустенитного класса. Говоря проще, это основной инструмент для сварки «нержавейки» марок 12Х18Н10Т, 08Х18Н10, 10Х17Н13М2Т и им подобных. Главная задача ЦЛ-11 — создать шов, устойчивый к межкристаллитной коррозии (МКК). Это опасный вид разрушения, когда металл становится хрупким по границам зерен. Для борьбы с МКК в состав наплавленного металла ЦЛ-11 вводится ниобий (Nb), который «связывает» углерод и не дает ему образовывать вредные карбиды хрома.
Ключевые технические характеристики и химический состав
Параметры ЦЛ-11 отражают их специфику:
- Тип по ГОСТ 10052-75: Э-08Х20Н9Г2Б
- Международный стандарт AWS A5.4: E347-15 (аналог)
- Тип покрытия: Основное (Б)
- Род тока: Только постоянный (DC) обратной полярности
- Пространственные положения: Все, кроме вертикального «сверху-вниз»
- Химический состав шва (ключевые элементы): Cr (18-22%), Ni (8-10.5%), Mn (1-2.5%), Nb (0.7-1.3%)
- Стойкость к МКК: Да (при соблюдении технологии)
- Режим прокалки перед использованием: 190-210°C в течение 1.5-2 часов.
Высокое содержание легирующих элементов и наличие ниобия — вот что делает шов коррозионно-стойким и жаропрочным (до 600°C).
ЦЛ-11 против импортного аналога ESAB OK 61.30
Сравним два разных подхода к борьбе с межкристаллитной коррозией.
| Параметр | ЦЛ-11 (стабилизация ниобием) | ESAB OK 61.30 (низкоуглеродистый) |
|---|---|---|
| Принцип защиты от МКК | Ниобий (Nb) связывает углерод | Сверхнизкое содержание углерода (C < 0.03%) |
| Тип покрытия | Основное (Б) | Рутилово-кислое (РA) |
| Легкость сварки | Требует навыка (как все «основные») | Легкая сварка, стабильная дуга, работает на AC/DC |
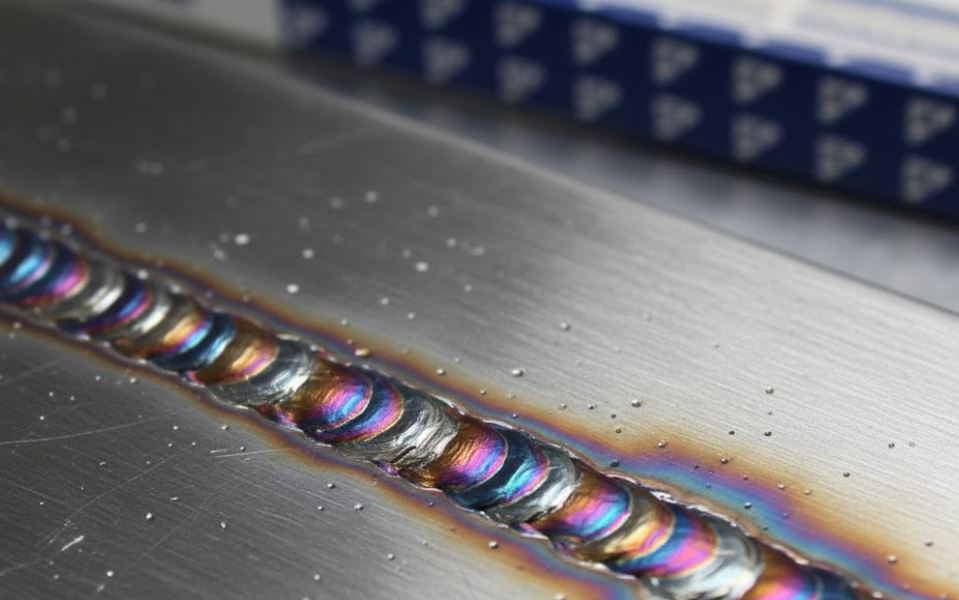
| Внешний вид шва | Матовый, чешуйчатый | Гладкий, блестящий, самоотделяющийся шлак |
| Цена | Средняя | Высокая |
Технология сварки нержавейки с ЦЛ-11: Главные правила
Сварка нержавеющей стали требует аккуратности. Главное правило — минимальное тепловложение. Перегрев металла ведет к выгоранию легирующих элементов и потере коррозионной стойкости.
- Подготовка: Идеальная чистота кромок. Никакого контакта с инструментами, которыми обрабатывали «черную» сталь (используйте отдельные щетки и круги для нержавейки).
- Прокалка: Обязательна! 1.5-2 часа при 200°C.
- Настройка тока: Используйте постоянный ток обратной полярности. Сила тока должна быть на 15-20% ниже, чем для сварки обычной стали тем же диаметром электрода.
- Техника: Сварка ведется на максимально короткой дуге, без поперечных колебаний, узкими валиками. По возможности, делайте перерывы, чтобы дать металлу остыть.
Области применения: От кухни до химзавода
- Пищевая промышленность: Сварка емкостей, трубопроводов, оборудования для молока, пива, соков.
- Химическая и нефтехимическая промышленность: Изготовление реакторов, теплообменников, трубопроводов для агрессивных сред.
- Энергетика: Сварка элементов паропроводов, работающих при высоких температурах.
- Машиностроение и судостроение: Изготовление деталей и конструкций, требующих высокой коррозионной стойкости.
- Дизайнерские и бытовые конструкции: Сварка перил, ограждений, элементов декора из нержавеющей стали.
Секреты работы с ЦЛ-11 от профессионалов
- Борьба с перегревом: При сварке длинных швов используйте обратно-ступенчатый метод или делайте перерывы, охлаждая шов влажной тряпкой (после полного остывания!).
- Чистота — залог здоровья шва: После сварки обязательно удалите шлак и проведите травление и пассивацию шва специальными составами, чтобы восстановить защитный оксидный слой.
- Не смешивать!: Никогда не сваривайте нержавейку и «черную» сталь одним и тем же электродом ЦЛ-11. Это приведет к образованию хрупкого и нестойкого к коррозии шва.
Заключение: ЦЛ-11 — доступное качество для «нержавейки»
Электроды ЦЛ-11 — это надежный и проверенный временем инструмент для работы с самыми распространенными марками нержавеющих сталей. Они требуют от сварщика аккуратности и соблюдения технологии, как и все электроды с основным покрытием. Но за это они обеспечивают прочный, жаростойкий и, самое главное, коррозионно-стойкий шов. Благодаря доступной цене и широкому распространению, ЦЛ-11 остаются основным выбором для множества производственных и ремонтных задач, где требуется надежная защита от ржавчины.
FAQ: Частые вопросы об электродах ЦЛ-11
Вопрос: Почему шов после сварки ЦЛ-11 «ржавеет»?
Ответ: Наиболее вероятные причины: 1) Перегрев металла во время сварки. 2) Загрязнение шва частицами «черного» металла (от щетки, молотка). 3) Не была проведена пассивация шва после сварки. Сам по себе качественный шов от ЦЛ-11 ржаветь не должен.
Вопрос: Можно ли ими приварить нержавейку к обычной стали?
Ответ: Для сварки разнородных сталей (нержавейка + черная сталь) существуют специальные электроды (например, ОЗЛ-6, ESAB OK 67.60). Использовать ЦЛ-11 для этих целей не рекомендуется.
Вопрос: Почему дуга горит нестабильно?
Ответ: Проверьте полярность (должен быть «+» на электроде), убедитесь, что электроды хорошо прокалены, и старайтесь держать максимально короткую дугу.