Сварочный электрод — это специализированный расходный материал, состоящий из металлического сердечника, окружённого тщательно разработанным слоем обмазки. Электрод предназначен для создания стабильной дуги, защиты расплавленного металла от атмосферных воздействий и внесения легирующих элементов, улучшающих механические и химические свойства сварного шва. Благодаря своим уникальным характеристикам, сварочные электроды обеспечивают прочные и надёжные соединения различных металлов, играя ключевую роль в различных сварочных процессах от строительных и производственных работ до высокоточных инженерных применений. Их сочетание проводящих свойств сердечника и защитных функций обмазки делает сварочные электроды незаменимыми инструментами для достижения высокого качества и долговечности сварочных соединений.
В этом руководстве мы рассмотрим различные типы электродов, современные тенденции в их разработке, а также предоставим практические рекомендации по их выбору и использованию.
- Основные типы сварочных электродов
- Классификация электродов
- Химический состав и влияние покрытий на свойства шва
- Практические советы по выбору электродов
- Типичные дефекты сварки и их устранение
- Современные разработки в области сварочных электродов
- Заключение
- Часто задаваемые вопросы (FAQ)
Основные типы сварочных электродов
Сварочные электроды можно разделить на несколько основных типов в зависимости от их конструкции и способа применения.
Покрытые электроды
Покрытые электроды являются наиболее распространёнными расходными материалами для ручной дуговой сварки. Они состоят из металлического сердечника, покрытого специальным составом — обмазкой. Обмазка выполняет несколько ключевых функций:
- Защита сварочной ванны: Обмазка предотвращает окисление расплавленного металла, защищая сварочный шов от загрязнений из окружающей среды.
- Стабилизация дуги: Обмазка способствует стабильному горению дуги, уменьшая колебания и обеспечивая равномерный тепловой поток.
- Легирование шва: Некоторые компоненты обмазки вступают в реакцию с расплавленным металлом, добавляя легирующие элементы и улучшая механические свойства сварного соединения.
- Формирование шлака: После сварки образуется шлак, который защищает свежезаваренный шов от внешних воздействий и облегчает его очистку.
Покрытые электроды бывают различных типов покрытий, каждый из которых подходит для определённых условий сварки и материалов.

Пример использования: Сварка конструкционных стальных элементов в строительстве и машиностроении, где требуется высокая прочность и надежность соединений.
Непокрытые электроды
Непокрытые электроды, также известные как сварочная проволока, используются преимущественно в автоматической и полуавтоматической сварке. Они не имеют защитного покрытия, поэтому требуют использования защитного газа для предотвращения окисления расплавленного металла. Такие электроды идеально подходят для высокопрочных соединений, где важна точность и чистота шва.
Особенности:
- Отсутствие покрытия: Требуют использования защитного газа (например, аргона или смеси газов) для защиты сварочной ванны.
- Высокая точность: Позволяют создавать чистые и прочные сварные соединения с минимальными дефектами.
- Широкий спектр применения: Идеально подходят для промышленных сварочных процессов, где требуется высокая производительность и точность.
Пример использования: Промышленная автоматизированная сварка трубопроводов и конструкций, где важна высокая скорость и точность сварки.
Специализированные электроды
Специализированные электроды разработаны для сварки определённых типов металлов и сплавов, обеспечивая оптимальные свойства сварных соединений. Они обладают особыми характеристиками, необходимыми для обеспечения прочности и коррозионной стойкости сварных швов.
- Электроды для чугуна: Содержат высокие концентрации легирующих элементов, таких как никель и медь, что улучшает прочность и пластичность шва. Эти электроды обеспечивают прочные и устойчивые соединения, особенно в ответственных конструкциях.
- Электроды для нержавеющей стали: Содержат хром и никель, обеспечивая коррозионную стойкость сварного соединения и предотвращая образование межкристаллитной коррозии. Они также способствуют сохранению эстетического вида шва.
- Электроды для алюминия и цветных металлов: Имеют специальные покрытия, способствующие удалению оксидной пленки и обеспечивающие стабильное горение дуги. Эти электроды часто используются в авиационной и автомобильной промышленности.
- Электроды для экзотических сплавов: Разработаны для высоколегированных и жаропрочных материалов, таких как титановые и никелевые сплавы, используемые в аэрокосмической и медицинской промышленности. Эти электроды обладают высокой температурной стойкостью и обеспечивают надежные сварные соединения даже в экстремальных условиях.
Пример использования: Сварка нержавеющих труб в пищевой промышленности и медицинских устройствах, где важна гигиеничность и коррозионная стойкость соединений.
Классификация электродов
Сварочные электроды классифицируются по различным признакам, что позволяет выбрать оптимальный инструмент для конкретных задач.
По назначению
Электроды классифицируются по типу свариваемого материала и условиям работы:
- «У» (Углеродистые стали): Предназначены для сварки углеродистых и низколегированных сталей с сопротивлением на разрыв до 600 МПа. Эти электроды обеспечивают высокую прочность сварного шва и устойчивость к механическим нагрузкам.
- «Л» (Легированные стали): Используются для сварки конструкционных и легированных сталей с сопротивлением на разрыв до 600 МПа. Они содержат дополнительные легирующие элементы, такие как хром и никель, для улучшения свойств шва.
- «Т» (Термостойкие стали): Разработаны для сварки термостойких легированных сталей, которые используются в условиях высоких температур и коррозионной среды. Эти электроды обеспечивают высокую стабильность и прочность сварных соединений.
- «В» (Высоколегированные стали): Предназначены для сварки высоколегированных сталей со специальными свойствами, такими как высокая коррозионная стойкость и прочность. Они широко применяются в авиационной, космической и химической промышленности.
- «Н» (Наплавка): Используются для наплавки поверхностных слоев, обеспечивая защиту от износа и коррозии. Эти электроды часто применяются для восстановления изношенных деталей и создания защитных покрытий.
По типу покрытия
Электроды различаются по типу покрытия, которое влияет на характеристики сварки и свойства сварного шва:
- Кислое покрытие (А): Обеспечивает быстрый розжиг дуги и стабильное горение, подходит для сварки низколегированных сталей. Однако электроды с кислым покрытием склонны к разбрызгиванию металла и могут вызывать трещины в шве при неправильном применении.
- Рутиловое покрытие (Р): Минимизирует разбрызгивание металла, идеально для сварки трубопроводов и конструкций из низкоуглеродистых сталей. Рутиловое покрытие также способствует легкой отделимости шлака и улучшает коррозионную стойкость шва.
- Целлюлозное покрытие (Ц): Обеспечивает высокую производительность и подходит для сварки в различных положениях. Однако может приводить к увеличенному разбрызгиванию металла и образованию водородных трещин.
- Основное покрытие (Б): Снижает вероятность образования пор и микротрещин, подходит для высокоответственных конструкций, требующих высокой прочности шва. Основные электроды лучше всего работают при обратной полярности.
- Смешанные покрытия (АР, РБ, РЦ): Совмещают свойства различных типов покрытий, обеспечивая универсальность и улучшенные механические свойства шва для специфических условий сварки.
По толщине покрытия
Толщина покрытия определяется соотношением диаметра покрытия (D) к диаметру сердечника (d):
- М (тонкое покрытие): D/d < 1,2
- С (среднее покрытие): 1,2 ≤ D/d ≤ 1,45
- Д (толстое покрытие): 1,45 < D/d ≤ 1,8
- Г (особо толстое покрытие): D/d > 1,8
Пример: Электрод с маркировкой «УД» обозначает толстое покрытие, что обеспечивает длительное горение дуги и подходит для сварки толстых заготовок.
По пространственному положению сварки
Положение сварки в пространстве влияет на выбор электрода, так как разные покрытия и диаметры лучше подходят для определённых положений:
- 1: Подходит для всех положений сварки.
- 2: Любое положение, кроме вертикального сверху вниз.
- 3: Горизонтальное, вертикальное снизу вверх и нижнее положение.
- 4: Нижнее положение и сварка «лодочкой».
По полярности и виду тока
Электроды могут использоваться с различными типами тока и полярностью, что влияет на характеристики сварки и свойства шва:
- 0: Только постоянный ток обратной полярности.
- 1, 4, 7: Любая полярность.
- 2, 5, 8: Прямая полярность.
- 3, 6, 9: Обратная полярность.
Номинальное напряжение варьируется от 50 до 90 В и зависит от типа электрода.
Химический состав и влияние покрытий на свойства шва
Покрытие сварочных электродов играет решающую роль в процессе сварки, влияя на стабильность дуги, защиту сварочной ванны и свойства сварного шва. Каждый тип покрытия содержит определённые химические элементы, которые влияют на конечный результат сварочных работ.
Кислое покрытие (А)
Химический состав: Основные компоненты — оксиды железа и марганца, кремнезем, карбонаты кальция и магния.
Влияние на свойства шва:
- Преимущества: Быстрый розжиг дуги, стабильное горение, высокая ударная вязкость шва.
- Недостатки: Склонность к разбрызгиванию металла, возможность образования трещин в шве при неправильном применении.
Кислое покрытие идеально подходит для сварки углеродистых и низколегированных сталей, обеспечивая прочные и устойчивые соединения. Однако следует быть осторожным при выборе силы тока и контроле температуры, чтобы избежать образования трещин.
Рутиловое покрытие (Р)
Химический состав: Двуокись титана (TiO₂), карбонаты калия и магния, ферромарганец, кремнезем.
Влияние на свойства шва:
- Преимущества: Минимизирует разбрызгивание, лёгкость отделения шлака, улучшенная коррозионная стойкость шва.
- Недостатки: Может снижать химическую чистоту шва, повышенная концентрация водорода в сварочной ванне.
Рутиловое покрытие обеспечивает стабильную дугу и высокое качество сварных соединений, особенно в условиях, где требуется минимальное разбрызгивание и лёгкость отделения шлака.
Целлюлозное покрытие (Ц)
Химический состав: Целлюлоза, ферромарганец, тальк, рутил, карбонаты.
Влияние на свойства шва:
- Преимущества: Высокая производительность, возможность сварки в различных положениях, стабильное горение дуги.
- Недостатки: Увеличенное разбрызгивание, высокая потребность в контроле температуры, возможность образования водородных трещин.
Целлюлозное покрытие обеспечивает высокую скорость сварки и хорошую проникающую способность дуги, что делает его идеальным выбором для крупногабаритных и ответственных сварочных работ.
Основное покрытие (Б)
Химический состав: Карбонаты кальция и магния, фториды, оксиды марганца.
Влияние на свойства шва:
- Преимущества: Чистый шов без пор и трещин, высокая механическая прочность, стабильное горение дуги.
- Недостатки: Не подходит для сварки на переменном токе, требует постоянной обратной полярности.
Основное покрытие идеально подходит для сварки толстых заготовок и высокоответственных конструкций, обеспечивая прочные и долговечные сварные соединения.
Смешанные покрытия (АР, РБ, РЦ)
Химический состав: Комбинации компонентов различных типов покрытий, например, рутил и целлюлоза или кислое и рутиловое покрытие.
Влияние на свойства шва:
- Преимущества: Комбинированные свойства для специфических условий сварки, улучшенная прочность и стабильность дуги.
- Недостатки: Сложность выбора оптимального состава для конкретных задач, возможны дополнительные требования к сварочному оборудованию.
Смешанные покрытия позволяют сварщикам адаптироваться к различным условиям сварки, обеспечивая баланс между стабильностью дуги и механическими свойствами шва.
Классификация электродов
Сварочные электроды классифицируются по различным признакам, что позволяет выбрать оптимальный инструмент для конкретных задач.
По назначению
- «У» (Углеродистые стали): Предназначены для сварки углеродистых и низколегированных сталей с сопротивлением на разрыв до 600 МПа. Эти электроды обеспечивают высокую прочность сварного шва и устойчивость к механическим нагрузкам.
- «Л» (Легированные стали): Используются для сварки конструкционных и легированных сталей с сопротивлением на разрыв до 600 МПа. Они содержат дополнительные легирующие элементы, такие как хром и никель, для улучшения свойств шва.
- «Т» (Термостойкие стали): Разработаны для сварки термостойких легированных сталей, которые используются в условиях высоких температур и коррозионной среды. Эти электроды обеспечивают высокую стабильность и прочность сварных соединений.
- «В» (Высоколегированные стали): Предназначены для сварки высоколегированных сталей со специальными свойствами, такими как высокая коррозионная стойкость и прочность. Они широко применяются в авиационной, космической и химической промышленности.
- «Н» (Наплавка): Используются для наплавки поверхностных слоев, обеспечивая защиту от износа и коррозии. Эти электроды часто применяются для восстановления изношенных деталей и создания защитных покрытий.
По типу покрытия
- Кислое покрытие (А): Обеспечивает быстрый розжиг дуги и стабильное горение, подходит для сварки низколегированных сталей. Однако электроды с кислым покрытием склонны к разбрызгиванию металла и могут вызывать трещины в шве при неправильном применении.
- Рутиловое покрытие (Р): Минимизирует разбрызгивание металла, идеально для сварки трубопроводов и конструкций из низкоуглеродистых сталей. Рутиловое покрытие также способствует легкой отделимости шлака и улучшает коррозионную стойкость шва.
- Целлюлозное покрытие (Ц):strong> Обеспечивает высокую производительность и подходит для сварки в различных положениях. Однако может приводить к увеличенному разбрызгиванию металла и образованию водородных трещин.
- Основное покрытие (Б): Снижает вероятность образования пор и микротрещин, подходит для высокоответственных конструкций, требующих высокой прочности шва. Основные электроды лучше всего работают при обратной полярности.
- Смешанные покрытия (АР, РБ, РЦ): Совмещают свойства различных типов покрытий, обеспечивая универсальность и улучшенные механические свойства шва для специфических условий сварки.
По толщине покрытия
Толщина покрытия определяется соотношением диаметра покрытия (D) к диаметру сердечника (d):
- М (тонкое покрытие): D/d < 1,2
- С (среднее покрытие): 1,2 ≤ D/d ≤ 1,45
- Д (толстое покрытие): 1,45 < D/d ≤ 1,8
- Г (особо толстое покрытие): D/d > 1,8
Пример: Электрод с маркировкой «УД» обозначает толстое покрытие, что обеспечивает длительное горение дуги и подходит для сварки толстых заготовок.
По пространственному положению сварки
Положение сварки в пространстве влияет на выбор электрода, так как разные покрытия и диаметры лучше подходят для определённых положений:
- 1: Подходит для всех положений сварки.
- 2: Любое положение, кроме вертикального сверху вниз.
- 3: Горизонтальное, вертикальное снизу вверх и нижнее положение.
- 4: Нижнее положение и сварка «лодочкой».
По полярности и виду тока
Электроды могут использоваться с различными типами тока и полярностью, что влияет на характеристики сварки и свойства шва:
- 0: Только постоянный ток обратной полярности.
- 1, 4, 7: Любая полярность.
- 2, 5, 8: Прямая полярность.
- 3, 6, 9: Обратная полярность.
Номинальное напряжение варьируется от 50 до 90 В и зависит от типа электрода.
Химический состав и влияние покрытий на свойства шва
Покрытие сварочных электродов играет решающую роль в процессе сварки, влияя на стабильность дуги, защиту сварочной ванны и свойства сварного шва. Каждый тип покрытия содержит определённые химические элементы, которые влияют на конечный результат сварочных работ.
Кислое покрытие (А)
Химический состав: Основные компоненты — оксиды железа и марганца, кремнезем, карбонаты кальция и магния.
Влияние на свойства шва:
- Преимущества: Быстрый розжиг дуги, стабильное горение, высокая ударная вязкость шва.
- Недостатки: Склонность к разбрызгиванию металла, возможность образования трещин в шве при неправильном применении.
Кислое покрытие идеально подходит для сварки углеродистых и низколегированных сталей, обеспечивая прочные и устойчивые соединения. Однако следует быть осторожным при выборе силы тока и контроле температуры, чтобы избежать образования трещин.
Рутиловое покрытие (Р)
Химический состав: Двуокись титана (TiO₂), карбонаты калия и магния, ферромарганец, кремнезем.
Влияние на свойства шва:
- Преимущества: Минимизирует разбрызгивание, лёгкость отделения шлака, улучшенная коррозионная стойкость шва.
- Недостатки: Может снижать химическую чистоту шва, повышенная концентрация водорода в сварочной ванне.
Рутиловое покрытие обеспечивает стабильную дугу и высокое качество сварных соединений, особенно в условиях, где требуется минимальное разбрызгивание и лёгкость отделения шлака.
Целлюлозное покрытие (Ц)
Химический состав: Целлюлоза, ферромарганец, тальк, рутил, карбонаты.
Влияние на свойства шва:
- Преимущества: Высокая производительность, возможность сварки в различных положениях, стабильное горение дуги.
- Недостатки: Увеличенное разбрызгивание, высокая потребность в контроле температуры, возможность образования водородных трещин.
Целлюлозное покрытие обеспечивает высокую скорость сварки и хорошую проникающую способность дуги, что делает его идеальным выбором для крупногабаритных и ответственных сварочных работ.
Основное покрытие (Б)
Химический состав: Карбонаты кальция и магния, фториды, оксиды марганца.
Влияние на свойства шва:
- Преимущества: Чистый шов без пор и трещин, высокая механическая прочность, стабильное горение дуги.
- Недостатки: Не подходит для сварки на переменном токе, требует постоянной обратной полярности.
Основное покрытие идеально подходит для сварки толстых заготовок и высокоответственных конструкций, обеспечивая прочные и долговечные сварные соединения.
Смешанные покрытия (АР, РБ, РЦ)
Химический состав: Комбинации компонентов различных типов покрытий, например, рутил и целлюлоза или кислое и рутиловое покрытие.
Влияние на свойства шва:
- Преимущества: Комбинированные свойства для специфических условий сварки, улучшенная прочность и стабильность дуги.
- Недостатки: Сложность выбора оптимального состава для конкретных задач, возможны дополнительные требования к сварочному оборудованию.
Смешанные покрытия позволяют сварщикам адаптироваться к различным условиям сварки, обеспечивая баланс между стабильностью дуги и механическими свойствами шва.
Практические советы по выбору электродов
Правильный выбор сварочных электродов — залог успешных сварочных работ. Рассмотрим основные критерии, которые помогут вам сделать оптимальный выбор.
1. Определите тип свариваемого материала
Первым шагом в выборе электродов является определение типа металла, который вы собираетесь сваривать. Различные материалы требуют различных типов покрытий и составов электродов.
- Углеродистые и низколегированные стали: Подходят электроды марки «У» и «Л».
- Высоколегированные стали и нержавеющая сталь: Используйте специализированные электроды марки «В».
- Чугун: Требуются электроды с высоким содержанием легирующих элементов, такие как электроды для чугуна.
- Алюминий и цветные металлы: Специализированные электроды с особыми покрытиями для обеспечения стабильной дуги и защиты от окисления.
2. Выберите подходящее покрытие
Тип покрытия электрода оказывает значительное влияние на качество сварки и свойства сварного шва.
- Рутиловое покрытие: Идеально подходит для начинающих благодаря низкому уровню разбрызгивания и стабильной дуге. Отлично подходит для сварки трубопроводов и конструкций из низкоуглеродистых сталей.
- Основное покрытие: Рекомендуется для ответственных конструкций, требующих высокой прочности и долговечности сварного шва. Используется при сварке толстых заготовок.
- Кислое покрытие: Обеспечивает быстрый розжиг дуги и подходит для сварки углеродистых сталей. Однако электроды с кислым покрытием могут вызывать разбрызгивание и трещины при неправильном применении.
- Целлюлозное покрытие: Обеспечивает высокую скорость сварки и стабильное горение дуги, но может приводить к увеличенному разбрызгиванию и образованию водородных трещин.
- Смешанные покрытия: Обеспечивают баланс между различными свойствами покрытий, делая их универсальными для различных условий сварки.
Совет: Для новичков рекомендуется использовать электроды с рутиловым или основным покрытием, так как они обеспечивают стабильную дугу и минимальное разбрызгивание.
3. Подберите правильный диаметр электрода
Диаметр электрода должен соответствовать толщине свариваемого материала и силе тока сварочного аппарата. Несоответствие может привести к плохому провару или перегреву электрода.
| Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 40-80 |
| 3-5 | 3 | 90-150 |
| 4-10 | 4 | 120-200 |
| 10-15 | 5 | 180-280 |
| 16-24 | 6 | 220-360 |
Примечание: Для сварки в вертикальном положении рекомендуется снизить силу тока на 15%, чтобы обеспечить лучшее качество сварного шва и предотвратить перегрев электрода.
4. Учитывайте полярность и тип тока
Выбор полярности и типа тока зависит от типа электродов и условий сварки:
- Обратная полярность: Лучше подходит для толстых заготовок и высокопрочных соединений. Обеспечивает глубокий провар и высокую прочность шва.
- Прямая полярность: Подходит для тонких материалов и обеспечивает более аккуратный шов с меньшим разбрызгиванием.
- Любая полярность: Универсальные электроды, которые можно использовать с любым типом тока, что делает их подходящими для различных условий сварки.
Совет: Для ответственных конструкций и толстых заготовок используйте электроды с обратной полярностью, а для тонких и менее ответственных соединений — с прямой или любой полярностью.
5. Проверяйте маркировку электродов
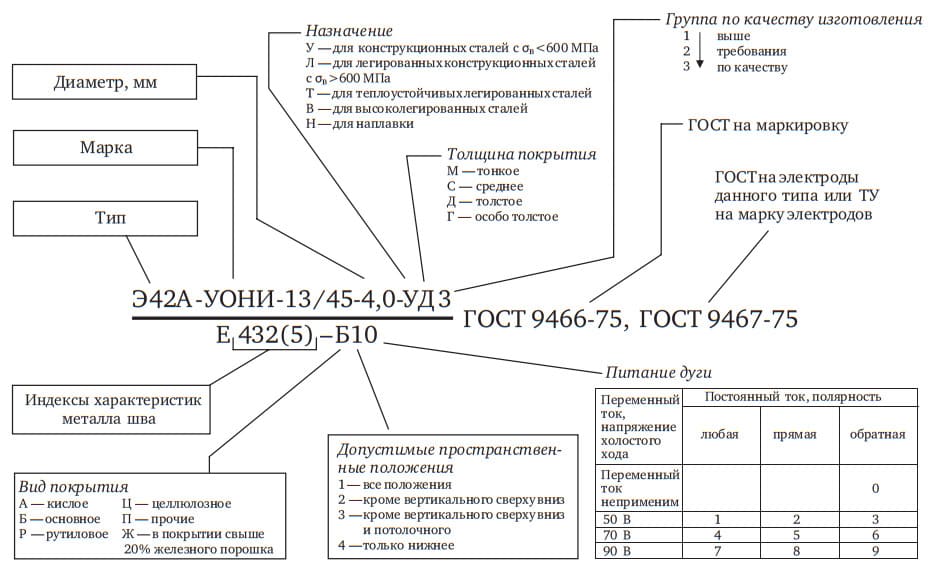
Маркировка электродов содержит всю необходимую информацию для их правильного использования. Внимательно изучайте маркировку, чтобы понять характеристики и назначение электродов. Это поможет избежать ошибок при выборе и обеспечит качественный шов.
Пример маркировки:
Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б12
Расшифровка:
- Э42А: Электрод для углеродистых и низколегированных сталей с повышенной пластичностью и ударной вязкостью.
- УОНИ-13/45: Марка, предназначенная для низколегированных и углеродистых сталей.
- 3,0: Диаметр электрода — 3 мм.
- УД: Толстое покрытие.
- Е432(5): Характеристики шва:
- 43: Прочность на разрыв не меньше 430 МПа.
- 2: Относительное удлинение не меньше 24%.
- 5: Сварка возможна при температуре до -40°C.
- Б12: Тип покрытия — основное, любое пространственное положение, обратная полярность.
Таблица основных типов покрытий:
| Тип покрытия | Обозначение по ГОСТ | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Рутиловые с железным порошком | РЖ | RR |
| Прочие (смешанные) | П | S |
Типичные дефекты сварки и их устранение
Неправильный выбор электродов или несоблюдение технологических параметров может привести к возникновению различных дефектов сварного шва. Рассмотрим основные из них и способы их предотвращения.
Поры
Причины:
- Высокая влажность электрода.
- Недостаточная защита сварочной ванны.
- Перегрев металла.
- Неправильный выбор типа покрытия.
Способы предотвращения:
- Используйте сухие электроды и храните их в герметичных контейнерах.
- Выбирайте электроды с подходящим типом покрытия для защиты шва от окисления.
- Контролируйте силу тока и избегайте перегрева заготовки.
- Проверьте целостность покрытия и избегайте использования повреждённых электродов.
Непровар
Причины:
- Недостаточная сила тока.
- Слишком тонкий диаметр электрода.
- Плохое расположение электрода относительно заготовки.
- Неправильный угол наклона электрода.
Способы предотвращения:
- Подберите электрод с соответствующим диаметром и силой тока.
- Обеспечьте правильное расположение электрода относительно заготовки, удерживая его под правильным углом.
- Используйте электроды с улучшенными характеристиками провара для обеспечения полной плавки металла.
Трещины
Причины:
- Повышенное содержание водорода в шве.
- Быстрое охлаждение сварочной ванны.
- Неправильный выбор типа покрытия.
- Избыточное напряжение на шве.
Способы предотвращения:
- Используйте электроды с низким содержанием водорода.
- Контролируйте скорость охлаждения сварочной ванны, избегая резких перепадов температуры.
- Выбирайте покрытия, способствующие уменьшению содержания водорода в сварном шве.
- Регулируйте силу тока для предотвращения перегрева шва.
Разбрызгивание металла
Причины:
- Неправильный выбор типа покрытия.
- Слишком высокая сила тока.
- Недостаточное или неправильное обжигание электрода перед сваркой.
Способы предотвращения:
- Используйте электроды с рутиловым или основным покрытием, которые минимизируют разбрызгивание.
- Подберите силу тока согласно толщине электрода и заготовки.
- Проведите правильный обжиг электрода перед сваркой для улучшения его свойств.
Современные разработки в области сварочных электродов
Сварочная индустрия непрерывно развивается, и современные технологии вносят значительные изменения в состав и свойства сварочных электродов. Основные направления инноваций включают:
- Улучшенные покрытия: Новые формулы покрытий разрабатываются для повышения стабильности дуги, уменьшения разбрызгивания металла и улучшения механических свойств шва. Например, комбинированные покрытия, сочетающие рутиловые и целлюлозные элементы, обеспечивают баланс между стабильностью дуги и производительностью.
- Специализированные электроды: Создаются электроды для сварки экзотических материалов, таких как титановые, никелевые и хромоникелевые сплавы, а также сложные алюминиевые и медные сплавы. Эти электроды обладают особыми свойствами, необходимыми для обеспечения прочности и коррозионной стойкости сварных соединений.
- Экологичные решения: Введение покрытий с низким содержанием токсичных элементов, таких как свинец и ртуть, снижает вредные выбросы во время сварки, делая процесс более безопасным для здоровья сварщиков и окружающей среды.
- Автоматизация производства: Использование роботизированных систем для нанесения обмазки на электроды обеспечивает более равномерное покрытие и повышает качество продукции. Это особенно важно для массового производства и обеспечения консистентности сварочных материалов.
- Новые материалы сердечников: Исследования в области материалов для сердечников электродов позволяют повысить их износостойкость и долговечность, особенно при высоких температурах сварки. Например, использование сплавов с добавлением кобальта и титана улучшает теплопроводность и прочность электродов.
Эти инновации направлены на повышение эффективности сварочных работ, улучшение качества швов и расширение спектра применяемых материалов.
Заключение
Правильный выбор сварочных электродов для ручной дуговой сварки — ключевой фактор для достижения качественных и надёжных сварных соединений. Учитывая тип свариваемого материала, толщину заготовок, условия сварки и требования к качеству шва, вы сможете подобрать оптимальные электроды, обеспечивающие стабильную дугу и высокие механические характеристики соединения. Современные тенденции в разработке электродов предлагают новые решения, повышающие эффективность сварочных работ и расширяющие возможности применения сварки в различных отраслях промышленности.
Если у вас остались вопросы или вы хотите поделиться своим опытом использования различных типов электродов, оставьте комментарий ниже.
Часто задаваемые вопросы (FAQ)
Можно ли использовать непокрытые электроды в ручной дуговой сварке?
Непокрытые электроды обычно не применяются в ручной дуговой сварке, так как они требуют использования защитного газа для предотвращения окисления. В РДС предпочтительнее использовать покрытые электроды.
Как определить качество электродов при покупке?
Обратите внимание на дату изготовления, целостность упаковки, равномерность покрытия и отсутствие признаков влаги. Хорошие электроды имеют равномерное покрытие без трещин и осыпаний.
Какие электроды лучше подходят для сварки нержавеющей стали?
Для сварки нержавеющей стали рекомендуются электроды с рутиловым или основным покрытием, такие как ЦЛ-11, ОЗЛ-14 и другие, обозначенные в маркировке соответствующими индексами.
Какой диаметр электрода выбрать для сварки тонких металлов?
Для сварки тонких металлов лучше использовать электроды диаметром 2-3 мм с соответствующей силой тока (40-150 А), что обеспечит аккуратный шов без перегрева.
Что делать, если электроды начинают сильно разбрызгивать металл?
Повышенное разбрызгивание может указывать на неправильный выбор типа покрытия или диаметра электрода. Попробуйте использовать электроды с рутиловым покрытием и снизьте силу тока.