

Представьте себе процесс, где ослепительная сварочная дуга, способная плавить толстый металл, полностью скрыта от глаз, а результат ее работы – невероятно прочные, идеально ровные швы, соединяющие массивные стальные конструкции. Звучит как магия? Это и есть сварка под флюсом (Submerged Arc Welding, SAW) – высокопроизводительный и надежный метод, который без преувеличения произвел революцию в тяжелой промышленности, судостроении и строительстве масштабных объектов. Давайте погрузимся в мир этой уникальной технологии и раскроем секреты ее эффективности и популярности.
- Что такое сварка под флюсом? Краткое знакомство.
- Принцип работы: Магия под слоем сыпучего «одеяла».
- Ключевые компоненты процесса: Флюс, проволока и мощный ток.
- Разновидности флюсов: Не просто порошок, а сложный инструмент.
- Главные преимущества SAW: Почему этот метод так востребован?
- Ограничения и недостатки: Когда SAW может не подойти?
- Где правит бал сварка под флюсом? Основные области применения.
- Выбор оборудования и материалов: На что обратить внимание?
- Интересные факты о SAW.
- Заключение: Мощный инструмент в умелых руках.
- Часто задаваемые вопросы (FAQ).
1. Что такое сварка под флюсом? Краткое знакомство.
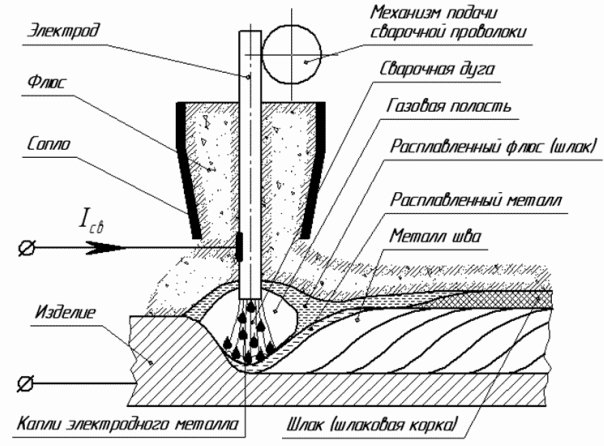
Сварка под флюсом (SAW) – это один из видов дуговой сварки, при котором электрическая дуга горит между концом непрерывно подаваемой электродной проволоки (реже – ленты) и свариваемым изделием. Но главная «фишка», давшая название методу, – это то, что вся зона сварки (и дуга, и расплавленный металл) полностью погружена под слой специального гранулированного материала – флюса. Этот флюс не просто покрывает зону сварки; он активно участвует в процессе, плавясь под действием высокой температуры дуги и образуя защитный слой жидкого шлака и газовую атмосферу. Именно эта невидимая «защита» и обеспечивает уникальные свойства метода.
2. Принцип работы: Магия под слоем сыпучего «одеяла».
Процесс SAW, хоть и кажется сложным, основан на четких физических и химических принципах. Давайте разберем его по шагам:
- Подача флюса: Перед началом сварки специальное устройство (обычно бункер с дозатором) насыпает слой гранулированного флюса на линию будущего шва. Толщина слоя обычно составляет от 40 до 80 мм.
- Зажигание дуги: Сварочная головка, через которую подается электродная проволока, приближается к изделию. Как только подается сварочный ток, между концом проволоки и основным металлом зажигается мощная электрическая дуга.
- «Погружение» дуги: Дуга моментально оказывается полностью скрытой под слоем флюса. Мы не видим ее яркого света, что значительно улучшает условия труда оператора – не нужен даже традиционный сварочный щиток!
- Плавление: Интенсивное тепло дуги (температура в столбе дуги может достигать 6000-7000 °C) расплавляет конец электродной проволоки, часть основного металла и слой флюса, находящийся непосредственно вокруг дуги и над сварочной ванной.
- Формирование ванны и шлака: Расплавленный металл проволоки смешивается с расплавленным основным металлом, образуя сварочную ванну. Расплавленный флюс формирует слой жидкого шлака, который, будучи легче металла, всплывает на поверхность ванны.
- Защита, стабилизация и легирование: Жидкий шлак и газы, выделяющиеся при плавлении флюса (за счет испарения компонентов флюса и металла в газовом пузыре под шлаком), выполняют сразу несколько критически важных функций:
- Надежная защита: Полностью изолируют расплавленный металл сварочной ванны от контакта с кислородом и азотом воздуха. Это предотвращает окисление металла, образование пор и неметаллических включений, гарантируя высокое качество шва.
- Стабилизация дуги: Газовая полость и слой шлака создают условия для очень стабильного горения дуги даже при очень высоких токах.
- Металлургическая обработка: Активные компоненты флюса могут взаимодействовать с металлом ванны, раскисляя его (удаляя кислород) и легируя (добавляя элементы типа марганца, кремния для улучшения свойств шва).
- Формирование шва: Слой шлака помогает сформировать гладкую, ровную поверхность сварного шва и замедляет его остывание, что положительно сказывается на структуре металла и снижает риск образования трещин.
- Кристаллизация: Сварочная головка движется вдоль шва (или изделие вращается под ней), расплавленный металл позади дуги кристаллизуется, образуя прочное неразъемное соединение. Сверху застывает твердая шлаковая корка.
- Удаление шлака и рециркуляция флюса: После полного остывания шва хрупкая шлаковая корка легко отделяется механически (например, ударом молотка или металлической щеткой). Важно, что большая часть флюса (до 50-90%) не расплавляется и может быть собрана системой рециркуляции (часто пневматической) для повторного использования, что повышает экономичность процесса.
3. Ключевые компоненты процесса: Флюс, проволока и мощный ток.
Успех сварки под флюсом держится на «трех китах» – правильном подборе и взаимодействии основных компонентов:
- Сварочный флюс: Это не просто инертный порошок, а сложная гранулированная смесь минералов (оксидов, силикатов, фторидов и др.) определенного химического состава и размера гранул. От его свойств зависят стабильность горения дуги, качество защиты ванны, форма шва, химический состав наплавленного металла и, в конечном счете, механические свойства сварного соединения (прочность, пластичность, ударная вязкость).
- Электродная проволока (или лента): Это расходный материал, который плавится под действием дуги и формирует металл шва. Ее состав тщательно подбирается в зависимости от марки свариваемого металла и требуемых характеристик соединения. Диаметр проволоки (обычно от 2 до 6 мм, но бывает и до 12 мм) напрямую влияет на производительность и глубину проплавления. Для наплавки иногда используют ленточные электроды.
- Источник питания: Для SAW нужны мощные сварочные источники, способные выдавать стабильный ток большой величины – сотни и даже тысячи ампер (обычно от 200 до 2000 А, а иногда и до 4000 А!). Это может быть как постоянный ток (прямой или обратной полярности), так и переменный ток. Высокие токи необходимы для обеспечения глубокого проплавления и высокой скорости сварки.
4. Разновидности флюсов: Не просто порошок, а сложный инструмент.
Выбор правильного флюса – ключевой момент в технологии SAW. Флюсы классифицируют по нескольким признакам:
По способу изготовления:
- Плавленые флюсы: Производятся путем полного расплавления исходных компонентов (кварцевый песок, марганцевая руда, плавиковый шпат и др.) в специальных печах с последующей грануляцией (часто путем выливания расплава в воду) и дроблением застывшего стекловидного материала. Они отличаются высокой однородностью состава, механической прочностью гранул и низкой гигроскопичностью (меньше впитывают влагу). Однако возможности легирования шва через плавленый флюс ограничены. Пример: популярные марки АН-348А, ОСЦ-45.
- Агломерированные (керамические) флюсы: Изготавливаются путем сухого смешивания измельченных порошкообразных компонентов (минералов, ферросплавов, оксидов) со связующим (например, жидким стеклом), последующей грануляции и термообработки (спекания) при температуре ниже точки плавления. Главное преимущество – возможность введения в состав практически любых легирующих и раскисляющих элементов, что позволяет точно регулировать состав и свойства наплавленного металла. Недостаток – более высокая гигроскопичность и меньшая прочность гранул.
По химическому составу и активности (основности):
- Кислые (высококремнистые, марганцевые): Содержат много SiO₂ и MnO. Хорошо подходят для сварки спокойных и полуспокойных углеродистых сталей, обеспечивают стабильную дугу и хорошее формирование шва, но могут насыщать шов кремнием и марганцем, что не всегда желательно для легированных сталей.
- Нейтральные: Имеют сбалансированный состав.
- Основные (низкокремнистые): Содержат много оксидов кальция (CaO), магния (MgO), фторида кальция (CaF₂). Обеспечивают лучшую очистку металла шва от серы и фосфора, дают более высокие показатели ударной вязкости, особенно при низких температурах. Незаменимы для сварки легированных, высокопрочных сталей и ответственных конструкций. Требуют более тщательной прокалки перед использованием.
- Солевые и солеоксидные: Используются для сварки специфических материалов, например, высоколегированных сталей, титана (солевые на основе хлоридов и фторидов).
Выбор конкретной марки флюса всегда осуществляется в паре со сварочной проволокой, учитывая марку основного металла, толщину, требования к механическим свойствам шва и условия эксплуатации конструкции.
5. Главные преимущества SAW: Почему этот метод так востребован?
Популярность сварки под флюсом объясняется целым комплексом неоспоримых достоинств:
- Фантастическая производительность: Скорость наплавки металла при SAW может быть в 5-10 раз выше, чем при ручной дуговой сварке (MMA) или полуавтоматической сварке в газах (MIG/MAG). Это достигается за счет использования высоких сварочных токов и проволоки большого диаметра. Скорость сварки может достигать нескольких метров в минуту!
- Глубокое проплавление: Метод обеспечивает значительную и контролируемую глубину проплавления основного металла. Это позволяет сваривать толстые листы (до 150 мм и более) за меньшее количество проходов, а иногда и за один проход без разделки кромок (для умеренных толщин), что резко снижает трудоемкость и время изготовления конструкций.
- Высочайшее качество шва: Благодаря надежной защите сварочной ванны флюсом, вероятность образования пор, трещин, шлаковых включений и других дефектов сводится к минимуму. Швы получаются плотными, однородными, с отличными механическими свойствами (прочностью, пластичностью) и гладкой, эстетичной поверхностью.
- Стабильность и автоматизация: Процесс SAW идеально подходит для автоматизации и роботизации. Современные сварочные тракторы, колонны с манипуляторами или роботы обеспечивают стабильное перемещение сварочной головки с заданной скоростью и точное поддержание параметров режима (ток, напряжение, вылет электрода), что гарантирует высокую повторяемость качества сварных соединений.
- Улучшенные условия труда: Отсутствие видимой яркой дуги и минимальное количество сварочных аэрозолей (дыма и газов) по сравнению с открытыми дуговыми процессами делают условия работы сварщика-оператора значительно более комфортными и безопасными. Защитный щиток часто не требуется, достаточно очков.
- Экономия материалов и энергии: Высокий коэффициент использования проволоки (потери на угар и разбрызгивание минимальны, около 2-5% против 20-30% у MMA) и возможность повторного использования нерасплавившегося флюса делают процесс экономически выгодным, особенно при больших объемах сварки. Кроме того, высокая концентрация тепла под флюсом обеспечивает более эффективное использование электроэнергии (КПД нагрева до 0,8-0,9).

6. Ограничения и недостатки: Когда SAW может не подойти?
Несмотря на внушительный список плюсов, у сварки под флюсом есть и свои особенности, которые можно считать ограничениями:
- Положение сварки: SAW наиболее эффективна и проста при сварке в нижнем (горизонтальном) положении или положении «в лодочку» (для угловых швов). Сварка вертикальных, горизонтальных на вертикальной плоскости или потолочных швов крайне затруднена или невозможна стандартным оборудованием из-за текучести большого объема расплавленного металла и шлака под действием силы тяжести. Существуют специальные приспособления для удержания флюса, но они усложняют процесс.
- Отсутствие визуального контроля: Оператор не видит дугу и сварочную ванну непосредственно в процессе сварки. Это требует очень точной предварительной настройки оборудования (положения горелки относительно стыка) и строгого соблюдения технологии и параметров режима. Корректировка «на ходу» затруднена.
- Требования к сборке и подготовке кромок: Для получения качественного шва, особенно при сварке без разделки или с минимальным зазором, требуется тщательная сборка и точная подгонка свариваемых деталей. При больших зазорах возможно просыпание флюса и вытекание металла.
- Стартовые инвестиции: Оборудование для автоматической или механизированной сварки под флюсом (сварочные тракторы, колонны, манипуляторы, мощные источники тока, системы рециркуляции флюса) стоит значительно дороже, чем аппараты для ручной или полуавтоматической сварки. Окупаемость достигается при больших объемах работ.
- Необходимость удаления шлака: После каждого прохода (а при многопроходной сварке их может быть несколько) требуется полное удаление шлаковой корки, что является дополнительной технологической операцией.
- Гибкость: Метод менее гибок для коротких, криволинейных швов или труднодоступных мест по сравнению с ручными методами.
7. Где правит бал сварка под флюсом? Основные области применения.
Благодаря сочетанию высокой производительности, глубокого проплавления и отличного качества, применение сварки под флюсом охватывает ключевые отрасли промышленности, где требуется надежное соединение толстолистовых металлов и выполнение протяженных прямолинейных или кольцевых швов:
- Судостроение: Сварка секций корпусов кораблей и подводных лодок, палубных перекрытий, переборок. Интересный факт: именно в судостроении SAW нашла одно из первых массовых применений во время Второй мировой войны для ускорения постройки транспортных судов.
- Мостостроение: Изготовление массивных стальных балок, ферм, опорных конструкций мостов.
- Производство сосудов высокого давления и котлов: Сварка толстостенных обечаек, днищ, патрубков для химической, нефтегазовой, атомной и энергетической промышленности. Здесь критически важны качество и надежность швов.
- Изготовление труб большого диаметра: Сварка продольных и спиральных швов для магистральных нефте- и газопроводов. SAW позволяет делать это быстро и качественно.
- Тяжелое машиностроение: Сварка рам и шасси тяжелой техники (тракторов, экскаваторов, карьерных самосвалов), станин мощных станков, элементов горнодобывающего и металлургического оборудования.
- Строительные металлоконструкции: Изготовление мощных колонн, балок, ригелей для каркасов промышленных и гражданских зданий, стадионов, ангаров.
- Производство железнодорожных вагонов и цистерн.
- Наплавка: Восстановление изношенных поверхностей или нанесение износостойких, коррозионностойких слоев на валы, ролики, колеса, детали запорной арматуры.
8. Выбор оборудования и материалов: На что обратить внимание?
Подбор правильного комплекта для сварки под флюсом – залог успеха. Ключевые моменты:
- Источник питания: Должен обеспечивать требуемый диапазон сварочных токов (с запасом), стабильность параметров и соответствовать типу тока (DC/AC), необходимому для конкретной задачи.
- Сварочная головка/трактор/установка: Выбор зависит от типа работ (прямолинейные швы, кольцевые швы на вращающихся изделиях, наплавка). Важны надежность механизма подачи проволоки, точность поддержания скорости сварки, удобство настройки положения горелки и система подачи/сбора флюса. Распространены мобильные сварочные тракторы и стационарные сварочные колонны с манипуляторами.
- Сварочная проволока: Марка проволоки (химический состав) и ее диаметр подбираются под марку основного металла, его толщину и требования к шву. Проволока должна быть чистой, без ржавчины и смазки.
- Сварочный флюс: Как уже говорилось, выбор типа флюса (плавленый/керамический, основной/кислый/нейтральный) критически важен. Он подбирается исходя из марки стали, требований к механическим свойствам шва (особенно ударной вязкости при низких температурах), толщины металла и положения сварки. Важно: Всегда использовать комбинацию «проволока-флюс», рекомендованную производителем или проверенную аттестацией технологии сварки. Неправильное сочетание может привести к дефектам или неудовлетворительным свойствам шва. Перед использованием флюс (особенно керамический) часто требует прокалки для удаления влаги.
9. Интересные факты о SAW
- Пионер из России: Хотя промышленное применение SAW началось в США в 1930-х (компания Linde Air Products), основополагающие принципы дуговой сварки металлическим электродом под слоем защитного материала были заложены русским инженером Николаем Гавриловичем Славяновым еще в конце XIX века! А значительный вклад в развитие технологии и создание автоматов для сварки под флюсом внес Институт электросварки им. Е. О. Патона в Киеве (СССР).
- Не только одна дуга: Для повышения производительности существуют многодуговые системы SAW, где одновременно горят две, три или даже больше дуг (тандемные, трехдуговые), следующих друг за другом или расположенных поперек шва. Это позволяет сваривать еще быстрее и эффективнее.
- Не только сталь: Хотя 95% применений SAW приходится на углеродистые и низколегированные стали, существуют отработанные технологии и материалы для успешной сварки под флюсом нержавеющих сталей и некоторых никелевых сплавов.
- Экологический аспект: Благодаря скрытой дуге и значительно меньшему выделению дыма и газов по сравнению с открытыми процессами, SAW считается одним из наиболее экологически чистых и безопасных методов дуговой сварки для оператора.
10. Заключение: Мощный инструмент в умелых руках.
Сварка под флюсом – это не просто одна из сварочных технологий. В мире тяжелой промышленности и масштабного строительства это синоним производительности, надежности и высочайшего качества сварных соединений. Несмотря на некоторые ограничения, связанные в основном с положением сварки и необходимостью автоматизации, ее преимущества при работе с большими толщинами металла и выполнении протяженных швов неоспоримы.
От гигантских корпусов супертанкеров и пролетов грандиозных мостов до ответственных сосудов, работающих под экстремальным давлением – везде, где требуется соединить металл мощно, быстро и безупречно, технология SAW занимает лидирующие позиции. Правильный выбор современного оборудования, качественных расходных материалов и, конечно, строгое следование технологической дисциплине позволяют раскрыть весь колоссальный потенциал этого уникального метода сварки.
Если ваша деятельность связана с производством или монтажом массивных металлоконструкций, обязательно присмотритесь к возможностям, которые открывает сварка под флюсом – это может стать вашим ключом к повышению эффективности, снижению затрат и достижению нового уровня качества!
А вы сталкивались со сваркой под флюсом в своей работе или видели ее применение? Поделитесь своим опытом, впечатлениями или задайте вопросы в комментариях ниже!
11. Часто задаваемые вопросы (FAQ).
В1: Можно ли варить под флюсом вручную, без автомата?
О1: Теоретически это возможно с помощью специальных ручных горелок с подачей флюса, но на практике используется крайне редко. SAW – это преимущественно автоматизированный или механизированный (с помощью тракторов) процесс. Ручное управление не позволяет обеспечить стабильность скорости и положения горелки, необходимую для получения качественного шва при высоких параметрах режима, характерных для SAW.
В2: Какие металлы, кроме стали, можно сваривать методом SAW?
О2: Основное применение – углеродистые, низколегированные и некоторые легированные стали, включая нержавеющие. Также существуют технологии и материалы для сварки никелевых сплавов. Сварка алюминия, меди или титана под флюсом стандартными методами практически не применяется из-за специфики этих металлов и флюсов для них (хотя существуют специальные процессы, например, сварка титана под солевыми флюсами).
В3: Насколько сложно научиться работать на автомате для сварки под флюсом?
О3: Управление автоматической или механизированной установкой SAW требует от оператора не столько навыков «ручной» сварки, сколько знаний технологии, умения правильно настраивать параметры режима (ток, напряжение, скорость сварки, вылет электрода, положение горелки) по технологической карте и контролировать работу оборудования. Это требует специального обучения, но вполне осваиваемо для квалифицированного персонала.
В4: Обязательно ли полностью удалять шлак после сварки?
О4: Да, абсолютно обязательно. Шлаковая корка должна быть полностью удалена перед выполнением следующего слоя (при многослойной сварке), так как оставшийся шлак приведет к серьезным дефектам (шлаковым включениям). Также шлак удаляют перед проведением контроля качества шва (например, УЗК) и перед нанесением защитных покрытий.
В5: Почему так важно хранить флюс в сухом месте и прокаливать его?
О5: Флюс, особенно агломерированный (керамический), способен впитывать влагу из воздуха (гигроскопичен). При сварке эта влага (H₂O) разлагается в высокотемпературной зоне дуги с выделением водорода (H). Водород легко растворяется в жидком металле сварочной ванны и при остывании может приводить к образованию пор и холодных трещин (водородное охрупчивание), особенно в легированных и высокопрочных сталях. Поэтому флюсы хранят в герметичной упаковке, а перед использованием часто прокаливают при определенной температуре (согласно рекомендациям производителя) для удаления абсорбированной влаги.
